2018一级建造师《机电工程管理与实务》考点part2
1H410000机电工程技术
1H413000工业机电工程安装技术
1H413010机械设备安装技术
单、多选;2014-2016案例
机械设备安装技术
机械设备安装程序
机械设备安装的方法
机械设备安装的精度控制要求
了解设备基础的种类及应用【重要】
|
按基础
材料不同
|
素混凝土基础
|
适用于承受载荷较小、变形不大的设备基础
|
|
钢筋混凝土基础
|
适用于承受载荷较大、变形较大的设备基础
|
|
垫层基础
|
适用于允许产生沉降的结构,如,大型储罐
|
|
按埋置
深度不同
|
浅基础
|
扩展基础
|
|
|
联合基础
|
适用于底面积受限
地基承载力较低位移控制严格的大型动力设备,如,轧机
|
|
独立基础
|
配置于上部设备之下的无筋或有筋的整体基础形式
|
|
深基础
|
桩基础
|
需要控制沉降的大型设备
如,透平压缩机汽轮发电机组
|
|
沉井基础
|
|
扩展基础示意图

如,某山区风机基础,属于扩展基础也是减震基础
独立基础示意图
独立基础又称之为柱下独立基础
独立基础如果坐落在几个轴线交点上承载几个独立柱,称联合独立基础。


(a)独立基础
(b)联合独立基础
续上页
|
按结构形式不同
|
大块式基础
|
以钢筋混凝土为主要材料
刚度很大的块体基础
|
|
箱式基础
|
|
|
框架式基础
|
适用于电机、压缩机设备
|
|
按使用功能不同
|
减振基础
|
|
|
绝热层基础
|
在基础底部设隔热层
|
设备基础施工质量验收内容
①设备基础混凝土强度
②设备基础位置和尺寸
③预埋地脚螺栓
设备基础混凝土强度的验收要求 (2009多选、2011案例分析)
(1)基础施工单位应提供设备基础质量合格证明文件,主要检查验收①混凝土配合比②混凝土养护③混凝土强度是否符合设计要求;如果对设备基础的强度有怀疑时,可请有检测资质的工程检测单位,采用回弹法或钻芯法等对基础的强度进行复测。
(2)重要的设备基础应用重锤做预压强度试验,应预压合格并有预压沉降详细记录。
设备基础位置和尺寸的主要检查项目(外观检查内容是干扰项):基础的坐标位置;不同平面的标高;平面外形尺寸;凸台上平面外形尺寸;凹穴尺寸;平面的水平度;基础的垂直度;
预埋地脚螺栓的——①标高②中心距③位置④露出基础的长度;
预埋地脚螺栓孔的——中心位置、深度和孔壁垂直度;
预埋活动地脚螺栓锚板的——标高、中心线位置、带槽锚板和带螺纹孔锚板的水平度等。
预埋地脚螺栓的验收要求
T形头地脚螺栓与基础板应按规格配套使用。T形头地脚螺栓属于活动性地脚螺栓。(参见机械设备固定方法 )安装胀锚地脚螺栓的基础混凝土强度不得小于10MPa。
机械设备安装一般程序(2015案例)
开箱检查→基础测量放线→基础检查验收→垫铁设置→吊装就位→安装精度调整与检测→设备固定与灌浆→零部件装配→润滑与设备加油→试运转
【提示】掌握机械安装的一般施工程序,选择和案例都可能考查,先后顺序是重点。
关于基础测量放线
问题:
在机械设备就位前,安装单位直接按土建移交的标高线进行了基础划线(放线),是否正确?理由?
【知识点原文】机械设备就位前,应按工艺布置图并依据相关建筑物轴线、边缘线、标高线,划定设备安装的基准线和基准点。基准线和基准点通常由专门的测量人员用测量仪器按测量规程设定,所有设备安装的平面位置和标高,应以确定的基准线和基准点为基准进行测量。
在机械设备就位前,安装单位直接按土建移交的标高线进行了基础划线(放线),是否正确?理由?
答:不正确。理由是:所有设备安装的平面位置和标高,应以确定的基准线和基准点为基准进行测量,设备安装单位应对土建移交的标高线进行复核检查,并且应按工艺布置图以及相关建筑物轴线、边缘线进行基础划线,单独的标高线不能满足基础划线(放线)的需求。
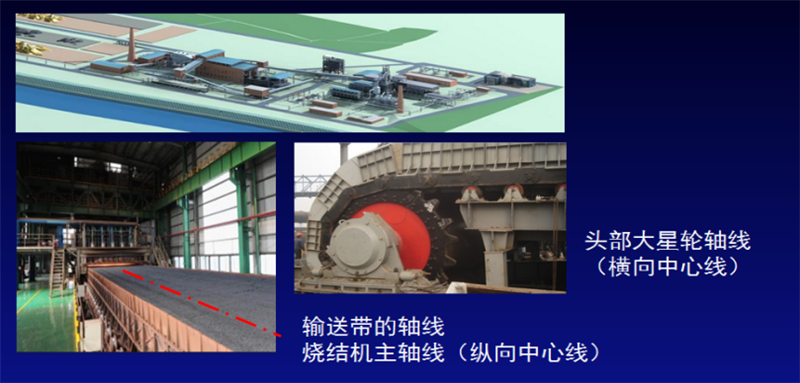
生产线的纵、横向中心线以及主要设备的中心线应埋设永久性中心线标板,主要设备旁应埋设永久性标高基准点,使安装过程和生产维修均有可靠的依据;
例如:烧结机的主轴线(纵向中心线)
头部大星轮轴线(横向中心线)。
垫铁设置
垫铁的作用
(1)找正调平设备(达到设计或规范要求的标高和水平度)
(2)把①设备重量②工作载荷③拧紧地脚螺栓产生的预紧力均匀的传递到基础
安装精度调整与检测
关于形状误差和位置误差
形状(自身的)精度(误差):水平度、圆柱度
位置精度(相对的):平行度、垂直度、同轴度等
所有位置精度项和部分形状精度项,涉及——①误差分析②尺寸链原理③精密测量技术
设备固定与灌浆
设备灌浆分为一次灌浆和二次灌浆。一次灌浆是在设备粗找正后,对地脚螺栓孔进行的灌浆。二次灌浆是在设备精找正后,对设备底座和基础间进行的灌浆。
机械设备安装的分类与精度要求
阅读了解
|
机械设备
安装分类
|
精度要求
|
|
整体式安装
|
整体安装的关键在于设备的定位位置精度
和各设备间相互位置精度的保证。
|
|
解体式安装
|
不仅要保证设备的定位位置精度和各设备间相互位置精度,还必须再现制造、装配的精度,
达到制造厂的标准,保证其安装精度要求。
|
|
模块化安装
|
除保证组装的精度外,
还要保证其安装精度要求,同时达到制造厂的标准。
|
机械设备典型零部件安装【重要】
典型零部件安装是机械设备安装方法的重要组成部分,它包括——轮系(如,齿轮)装配及变速器安装,联轴器安装,滑动轴承和滚动轴承安装,轴和套热(冷)装配,液压元件安装,气压元件安装,液压润滑管路安装等。
齿轮装配要求
1.齿轮装配时,齿轮基准面端面与轴肩或定位套端面应靠紧贴合,用0.05mm塞尺检查不应塞入;
基准端面与轴线的垂直度应符合传动要求。
【相关知识解释】
什么是轴肩:轴肩是阶梯轴上截面尺寸变化的部位。按其作用有定位轴肩和过渡轴肩。


相互啮合的圆柱齿轮副的轴向错位,应符合下列规定:
(1)齿宽B≤100mm时,轴向错位应≤5%B;
(2)齿宽B>100mm时,轴向错位应≤5mm。
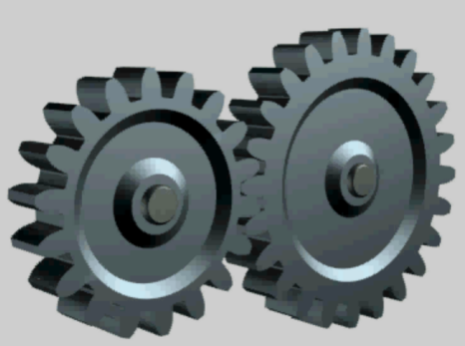
图为直齿圆柱齿轮(外啮合)
【题型·单选】相互啮合的圆柱齿轮副的轴向错位与( )有关。
A.圆柱齿轮的长度
B.齿宽
C.啮合的紧密度
D.圆柱的直径
【答案】B
用压铅法检查齿轮啮合间隙时——铅丝直径不宜超过间隙的3倍,铅丝的长度不应小于5个齿距,
沿齿宽方向应均匀放置至少2根铅丝。

用着色法检查传动齿轮啮合的接触斑点,应符合下列要求:
(1)应将颜色涂在小齿轮上(或蜗轮上),在轻微制动下,用小齿轮驱动大齿轮,使大齿轮转动3~4转。
(2)圆柱齿轮和蜗轮的接触斑点,应趋于齿侧面中部;圆锥齿轮的接触斑点,应趋于齿侧面的中部并接近小端;齿顶和齿端棱边不应有接触。
(3)传动齿轮啮合接触斑点的百分率计算值应符合《机械设备安装工程施工及验收通用规范》GB50231—2009的规定。
(4)可逆转的齿轮副,齿的两面均应检查。
圆柱齿轮和蜗轮的接触斑点,应趋于齿侧面中部;
圆锥齿轮的接触斑点,应趋于齿侧面的中部并接近小端;

联轴器装配要求
联轴器装配时,两轴心径向位移、两轴线倾斜和端面间隙的测量方法,应符合下列要求:……
也就是说联轴器装配时,要对两轴心径向位移、两轴线倾斜和端面间隙进行测量
【例题·多选】电机与减速机联轴器找正时,需测量的参数包括( )。【2016】
A.径向间隙
B.两轴心径向位移
C.端面间隙
D.两轴线倾斜
E.联轴器外径
【答案】BCD
轴承装配要求
滑动轴承装配
滑动轴承装配需要检查——接触质量、轴颈和轴瓦的侧间隙、顶间隙
① 背与轴承座孔的接触
② 下轴瓦中分面的接合
③ 瓦内孔与轴颈的接触点数
(1)……
对于厚壁轴瓦,在未拧紧螺栓时,用0.05mm塞尺从外侧检查上下轴瓦接合面,任何部位塞入深度应不大于接合面宽度的1/3; 对于薄壁轴瓦,在装配后,在中分面处用0.02mm塞尺检查,不应塞入。薄壁轴瓦的接触面不宜研刮。
(2)轴颈与轴瓦的侧间隙可用塞尺检查,单侧间隙应为顶间隙的1/2~1/3。轴颈与轴瓦的顶间隙可用压铅法检查,铅丝直径不宜大于顶间隙的3倍;
滚动轴承装配
阅读了解
滚动轴承装配方法有压装法和温差法两种。采用温差法装配时,应均匀地改变轴承的温度,轴承的加热温度不应高于120℃,冷却温度不应低于-80℃。
机械设备固定方式
设备与基础的固定方式主要采用地脚螺栓连接,通过调整垫铁将设备找正调平,然后灌浆将设备固定在设备基础上。
(一)地脚螺栓
固定地脚螺栓、活动地脚螺栓、胀锚地脚螺栓和粘接地脚螺栓。
1.固定地脚螺栓又称为短地脚螺栓,它与基础浇灌在一起,用来固定没有强烈振动和冲击的设备。如直钩螺栓、弯钩螺栓、弯折螺栓、U形螺栓、爪式螺栓、锚板螺栓等。
2.活动地脚螺栓又称长地脚螺栓,是一种可拆卸的地脚螺栓,用于固定工作时有强烈振动和冲击的重型机械设备。如T形头螺栓、拧入式螺栓、对拧式螺栓等。
3.部分静置的简单设备或辅助设备有时采用胀锚地脚螺栓的连接方式。
机械设备安装精度
设备安装精度是指——安装过程中为保证整套装置正确联动所需的各独立设备之间的①位置精度;单台设备通过合理的安装工艺和调整方法能够重视的②制造精度;整台(套)设备在使用中的③运行精度等三个方面的精度。
影响设备安装精度的因素【必会】
|
设备基础因素
|
强度不够、沉降不均匀、抗震性能不足
|
|
垫铁
|
不平整、接触不好
|
|
设备灌浆
|
灌浆不密实、强度不够
|
|
地脚螺栓因素
|
地脚螺栓安装的垂直度和紧固力
|
|
设备制造及装配因素
|
加工精度、装配精度、安装精度
|
|
测量误差
|
略
|
|
环境因素
|
略
|
【例题·应用题】设备试运行结束后发现设备基础有细小裂纹经进一步检测,是因为垫铁错位造成,问:造成垫铁错位的主要原因
答:造成垫铁错位的主要原因有——(1)垫铁不平稳、接触质量不好;(2)垫铁没有进行定位焊(点焊);(3)二次灌浆不密实、强度没有达到要求;
【提示】重点掌握设备基础混凝土强度检查验收、垫铁设置以及预埋地脚螺栓检查验收,其中要注意区分地脚螺栓预留孔与直埋地脚螺栓的要求。
解体设备的装配精度
解体设备的装配精度将直接影响设备的运行质量,包括①各运动部件之间的相对运动精度②配合面之间的配合精度③接触质量
现场组装大型设备各运动部件之间的相对运动精度包括——①直线运动精度②圆周运动精度③传动精度等。
【从题型掌握知识点】
【例题· 多选】设备安装允许有一定的偏差,需合理确定偏差及方向,当技术文件无规定时,确定的原则是( )。
A.有利于抵消摩擦面间油膜的影响
B.有利于抵消过大的安装累积误差的影响 ——属于修配法的内容
C.有利于抵消设备附属件安装后重量的影响
D.有利于抵消零部件磨损的影响 (不是摩擦)
E.有利于抵消设备运转时产生作用力的影响
【答案】ACDE
设备安装偏差方向的控制【重要】
补偿温度变化所引起的偏差,例如:汽轮机、干燥机、发电机、鼓风机、电动机这类机组的联轴器装配定心时,应考虑温差的影响,控制安装偏差的方向。调整两轴心径向位移时,汽轮机、干燥机(运行中温度高)应低于发电机、鼓风机、电动机(运行温度低的);调整两轴线倾斜时,上部间隙小于下部间隙;调整两端面间隙时选择较大值。
1H413010机械设备安装技术
【例题1·单选】当地基承载力较低、设备底面积受限时优先考虑( )地基形式。
A.墙式基础
B.构架式基础
C.联合基础
D.独立基础
【答案】C
【例题2·单选】设备安装前,应根据规范对设备基础的( )进行复验验收。
A.混凝土配合比
B.位置和几何尺寸
C.混泥土养护
D.混凝土强度
【答案】B
【例题3·单选】设备安装时,所有设备安装的平面位置和标高,均应以( )为基准进行测量。
A.车间的实际位置和标高
B.设备的实际几何尺寸
C.全厂确定的基准线和基准点
D.土建交付安装的中心线和标高
【答案】C
【例题4·单选】齿轮装配时,下列说法正确的是( )。
A.齿轮的端面与轴肩应紧靠贴合
B.基准端面与定位套的同轴度应符合传动要求
C.用0.1㎜塞尺不应塞入
D.基准端面与轴线的垂直度应符合传动要求
E.压铅法检测齿轮啮合间隙,铅丝直径不宜超过间隙的3倍
【答案】DE
【解析】选项A,应该是齿轮的基准端面,少基准二字;选项B,没有这一条内容;选项C应该是0.05㎜塞尺。
【例题5·单选】以下误差形态属于被测实际要素对其理想要素的变动量的误差是( )。
A.平行度
B.垂直度
C.直线度
D.同轴度
【答案】C
【解析】被测实际要素对其理想要素的变动量的误差是形状误差,选项C属于形状误差。选项ABD属于位置误差。