|
|
|
1
|
检查数量:按量抽查 1%,且不应少于 10 包。
|
|
|
|
检验方法:观察检查。
|
|
2
|
检查数量:全数检查。
|
|
|
检验方法:检查预、后热施工记录和工艺试验报告。
|
|
3
|
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,
|
|
|
且不应少于1条;每条检查1处,总抽查数不应少于10处。
|
|
|
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
|
|
表A.0.1 二级、三级焊缝外观质量标准
|
|
|
|
项目
|
允许偏差
|
|
|
缺陷类型
|
二级
|
三级
|
|
未焊满(指不足设计要求)
|
≤0.2+0.02t,且≤1.0
|
≤0.2+0.04t,且≤2.0
|
|
每100.0焊缝内缺陷总长≤25.0
|
|
根部收缩
|
≤0.2+0.02t,且≤1.0
|
≤0.2+0.04t,且≤2.0
|
|
长度不限
|
|
咬边
|
≤0.05t,且≤0.5;连续长度≤100.0,且焊缝两侧咬边总长≤10%焊缝全长
|
≤0.1t且≤1.0,长度不限
|
|
弧坑裂纹
|
----
|
允许存在个别长度
≤5.0的弧坑裂纹
|
|
电弧擦伤
|
----
|
允许存在个别电弧擦伤
|
|
接头不良
|
缺口深度0.05t,且≤0.5
|
缺口深度0.1t,且≤1.0
|
|
每1000.0焊缝不应超过1处
|
|
表面夹渣
|
----
|
深≤0.2t 长≤0.5t,且≤20.0
|
|
表面气孔
|
----
|
每50.0焊缝长度内允许直径≤0.4t,且≤3.0的气孔2个,孔距≥6倍孔径
|
|
注:表内t为连接处较薄的板厚。
|
|
4
|
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按条数各抽查5%,但不
|
|
|
应少于1条;每条检查1处,总抽查数不应少于10处。
|
|
检验方法:用焊缝量规检查。
|
|
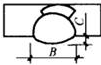
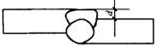
表A.0.2 对接焊缝及完全熔透组合焊缝尺寸允许偏差(mm)
|
|
|
序号
|
项目
|
图 例
|
允 许 偏 差
|
|
|
1
|
对接焊缝余高C
|
|
一、二级
|
三级
|
|
|
B<20:0-3.0
B≥20:0-4.0
|
B<20:0-4.0
B≥20:0-5.0
|
|
|
2
|
对接焊缝错边d
|
|
d<0.15t,
且≤2.0
|
d <0.15t,
且≤3.0
|
|
|
|
5
|
检查数量:每批同类构件抽查10%,且不应少于3件。
|
|
|
检验方法:观察检查。
|
|
6
|
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。
|
|
|
检验方法:观察检查。
|
|
|
|
|