|
|
|
|
|
说明
|
|
划分原则:
|
|
|
钢构件组装工程可按钢结构制作工程检验批的划分原则划分为一个或若干个检验批。
|
|
主控项目:
|
|
|
1
|
检查数量:全数检查。
|
|
|
检验方法:构件直立,在两端支承后,用水准仪和钢尺检查。
|
|
2
|
检查数量:按铣平面数量抽查10%,且不应少于3个。
|
|
|
检验方法:用钢尺、角尺、塞尺等检查。
|
|
表8.4.1 端部铣平的允许偏差(mm)
|
|
|
项 目
|
允许偏差
|
|
|
两端铣平时构件长度
|
±2.0
|
|
两端铣平时零件长度
|
±0.5
|
|
铣平面的平面度
|
0.3
|
|
铣平面对轴线的垂直度
|
l/1500
|
|
|
3
|
检查数量:全数检查。
|
|
|
检验方法:用钢尺检查。
|
|
表8.5.1 钢构件外形尺寸主控项目的允许偏差(mm)
|
|
|
项 目
|
允许偏差
|
|
|
单层柱、梁、桁架受力支托(支承面)表面至第一个安装孔距离
|
±1.0
|
|
多节柱铣平面至第一个安装孔距离
|
±1.0
|
|
实腹梁两端最外侧安装孔距离
|
±3.0
|
|
构件连接处的截面几何尺寸
|
±3.0
|
|
柱、梁连接处的腹板中心线偏移
|
2
|
|
受压构件(杆件)弯曲矢高
|
l/1000,且不应大于10.0
|
|
一般项目:
|
|
|
1
|
检查数量:全数检查。
|
|
|
检验方法:观察和用钢尺检查。
|
|
2
|
检查数量:按钢构件数抽查10%,且不应少于3件。
|
|
|
检验方法:用钢尺、角尺、塞尺等检查。
|
|
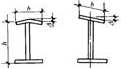
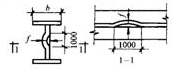
表C.0.1 焊接H型钢的允许偏差(mm)
|
|
|
项 目
|
允许偏差
|
图例
|
|
|
截面高度
h
|
h<500
|
±2.0
|

|
|
500
|
±3.0
|
|
h>lOOO
|
±4.0
|
|
截面宽度b
|
±3.0
|
|
腹板中心偏移
|
2
|

|
|
翼缘板垂直度⊿
|
b/lOO,
且不应大于3.0
|
|
|
弯曲矢高(受压构件除外)
|
l/1000,且不应大于10.0
|
|
|
扭曲
|
h/250,且不应大于5.0
|
|
|
腹板局部平面度f
|
t<14
|
3.0
|
|
|
t≥14
|
2.0
|
|
|
3
|
检查数量:按构件数抽查10%,且不应少于3件。
|
|
|
检验方法:用钢尺检验。
|