|
|
|
|
|
|
|
A.0.1焊缝外观质量标准应符合表A.0.1的规定。
|
|
|
|
表A.0.1焊缝外观质量标准
|
|
|
项目(缺陷类型)
|
允许偏差
|
|
|
未焊满(指不足设计要求)
|
≤0.2+0.02t,且≤1.Omm,每lOOmm焊缝内缺陷总长≤250mm
|
|
|
根部收缩
|
≤0.2+0.02t,且≤1.Omm
|
|
|
咬边深度
|
母材t≤lOmm时,≤0.5mm;母材t>lOmm时,≤0.8mm。连续长度≤100mm
|
|
|
焊缝两侧咬边总长度
|
板材不得超过焊缝总长度的10%:管材不得超过焊缝总长度的20%
|
|
|
裂纹
|
不允许
|
|
|
弧坑裂纹
|
不允许
|
|
|
电弧擦伤
|
不允许
|
|
|
焊缝接头不良
|
缺口深度≤0. 05t.且≤0.5mm,每1OOOmm焊缝不应超过l处
|
|
|
焊瘤
|
不允许
|
|
|
未焊透
|
不加衬垫单面焊容许值≤0.15t,且≤1.5mm,每lOOmm焊缝内缺陷总长≤25mm
|
|
|
表面夹渣
|
不允许
|
|
|
表面气孔
|
不允许
|
|
|
注:表内t为连接处较薄的板厚;以上数值均为正值。
|
|
|
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。
|
|
|
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
|
|
3
|
焊缝尺寸允许偏差应符合本规范表A.0.2的规定。
|
|
|
A.0.2焊缝尺寸允许偏差应符合表A.0.2的规定
|
|
表A.0.2焊缝尺寸允许偏差
|
|
序号
|
项目
|
图例
|
允许偏差
|
|
1
|
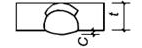
对接焊缝余高C
|
|
母材t≤lOmm时,≤3.Omm;母材t>lOmm时,≤t/3且≤5mm。
|
|
2
|
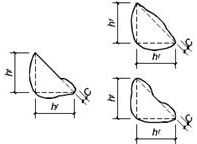
角焊缝余高C
|
|
ht≤6时,≤1.5mm
ht>6时,≤3Omm
|
|
3
|
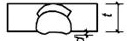
表面凹陷d
|
|
除仰焊位置单面焊焊缝内表面允许有深度d≤0.2t且≤2mm的凹陷外,其它所有位置的焊缝表面应不低于基本金属
|
|
4
|
错边量d
|

|
母材t≤5mm时,≤0.5mm:母材t>5mm时,≤0.1t且≤2mm。
|
|
注: 1.ht>8.Omm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%;
2.以上数值均为正值。
|
|
|
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类焊缝按条数各抽查5%,但不应少于1条;每条检查1处,总抽查数不应少于10处。
|
|
|
检验方法:用焊缝量规检查。
|
|
4
|
检查数量:每批同类构件抽查10%,且不应少于3件。
|
|
|
检验方法:观察检查。
|
|
5
|
焊缝感观应符合下列规定:
|
|
|
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类焊缝按数量各抽查5%,总抽查处不应少于5处。
|
|
|
检验方法:观察检查。
|
|
|