铝合金零部件加工工程(球、毂加工)检验批质量验收记录填写范例
铝合金零部件加工工程(球、毂加工)检验批质量验收记录填写说明
|
|
|
|
|
说明
|
|
划分原则:
|
|
|
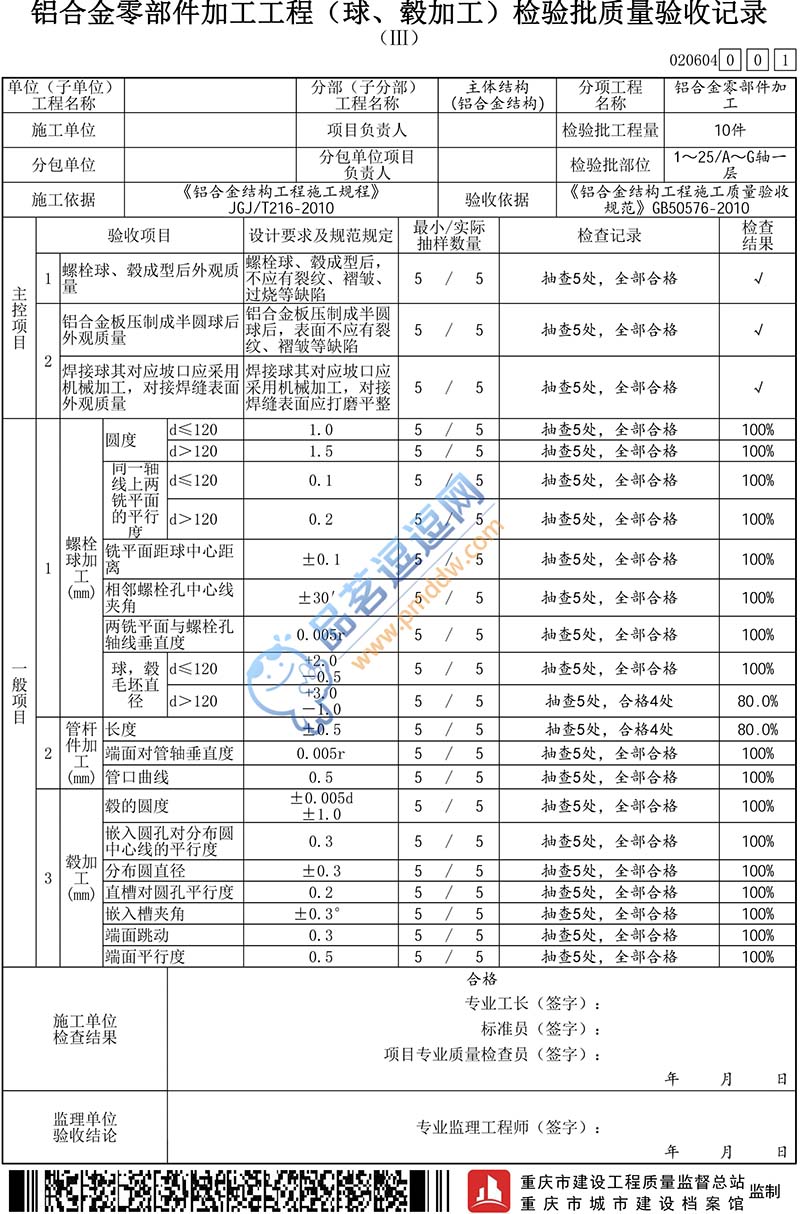
铝合金零部件球、毂加工工程,可按相应的铝合金结构制作工程或铝合金结构安装工程检验批的划分原则及进料实际情况划分为一个或若干个检验批。
|
|
主控项目:
|
|
|
1
|
检查数量:每种规格抽查10%,且不应少于5个。
|
|
|
检验方法:10倍放大镜观察或表面探伤。
|
|
2
|
检查数量:每种规格抽查10%,且不应少于5个。
|
|
|
检验方法:10倍放大镜观察检查或表面探伤。
|
|
一般项目:
|
|
|
1
|
螺栓球加工允许偏差应符合表7.4.3的规定。
|
|
|
检查数量:每种规格抽查10%,且不少于5个。
|
|
|
检验方法:见表7.4.3。
|
|
|
表7.4.3 螺栓球加工的允许偏差
|
|
|
|
检查项目
|
允许偏差
|
检验方法
|
|
|
|
圆度
|
d≤120mm
|
1.0mm
|
检验方法
|
|
|
|
d>120mm
|
1.5mm
|
用卡尺和游标卡尺检查
|
|
|
|
同一轴线上两铣平面的平行度
|
d≤120mm
|
0.1mm
|
|
|
|
d>120mm
|
0.2mm
|
用百分表V形块检查
|
|
|
|
铣平面距球中心距离
|
±0.1mm
|
|
|
|
相邻螺栓孔中心线夹角
|
±30′
|
用游标卡尺检查
|
|
|
|
两铣平面与螺栓孔轴线垂直度
|
0.005r
|
用分度头检查
|
|
|
|
球,毂毛坯直径
|
d≤120mm
|
+2.0mm -0.5mm
|
用百分表检查
|
|
|
|
d>120mm
|
+3.0mm -1.0mm
|
用卡尺和游标卡尺检查
|
|
|
|
注:d为螺栓球直径,r为螺栓球半径。
|
|
|
2
|
管杆件加工的允许偏差应符合表7.4.4的规定。
|
|
|
检查数量:每种规格抽查10%,且不少于5根。
|
|
|
检验方法:见表7.4.4。
|
|
|
表7.4.4 管杆件加工的允许偏差(mm)
|
|
|
|
检查项目
|
允许偏差
|
检验方法
|
|
|
|
长度
|
±0.5
|
用钢尺和百分表检查
|
|
|
|
端面对管轴的垂直度
|
0.005r
|
用百分表V形块检查
|
|
|
|
管口曲线
|
0.5
|
用套模和游标卡尺检查
|
|
|
|
注:r为管杆半径。
|
|
|
3
|
毂加工的允许偏差应符合表7.4.5的规定。
|
|
|
检查数量:每种规格抽查10%,且不应少于5个。
|
|
|
检查方法:见表7.4.5。
|
|
|
表7.4.5 毂加工的允许偏差
|
|
|
|
检查项目
|
允许偏差
|
检验方法
|
|
|
|
毂的圆度
|
±0.005d ±1.0mm
|
用卡尺和游标卡尺检查
|
|
|
|
嵌入圆孔对分布圆中心线的平行度
|
0.3mm
|
用百分表V形块检查
|
|
|
|
分布圆直径允许偏差
|
±0.3mm
|
用卡尺和游标卡尺检查
|
|
|
|
直槽对圆孔平行度允许偏差
|
0.2mm
|
用百分表V形块检查
|
|
|
|
嵌入槽夹角偏差
|
±0.3°
|
用分度头检查
|
|
|
|
端面跳动允许偏差
|
0.3mm
|
游标卡尺检查
|
|
|
|
端面平行度允许偏差
|
0.5mm
|
用百分表V形块检查
|
|
|
|
注:d为直径。
|
|
|
|