铝合金构件端部铣平及安装焊缝坡口检验批质量验收记录填写范例
铝合金构件端部铣平及安装焊缝坡口检验批质量验收记录填写说明
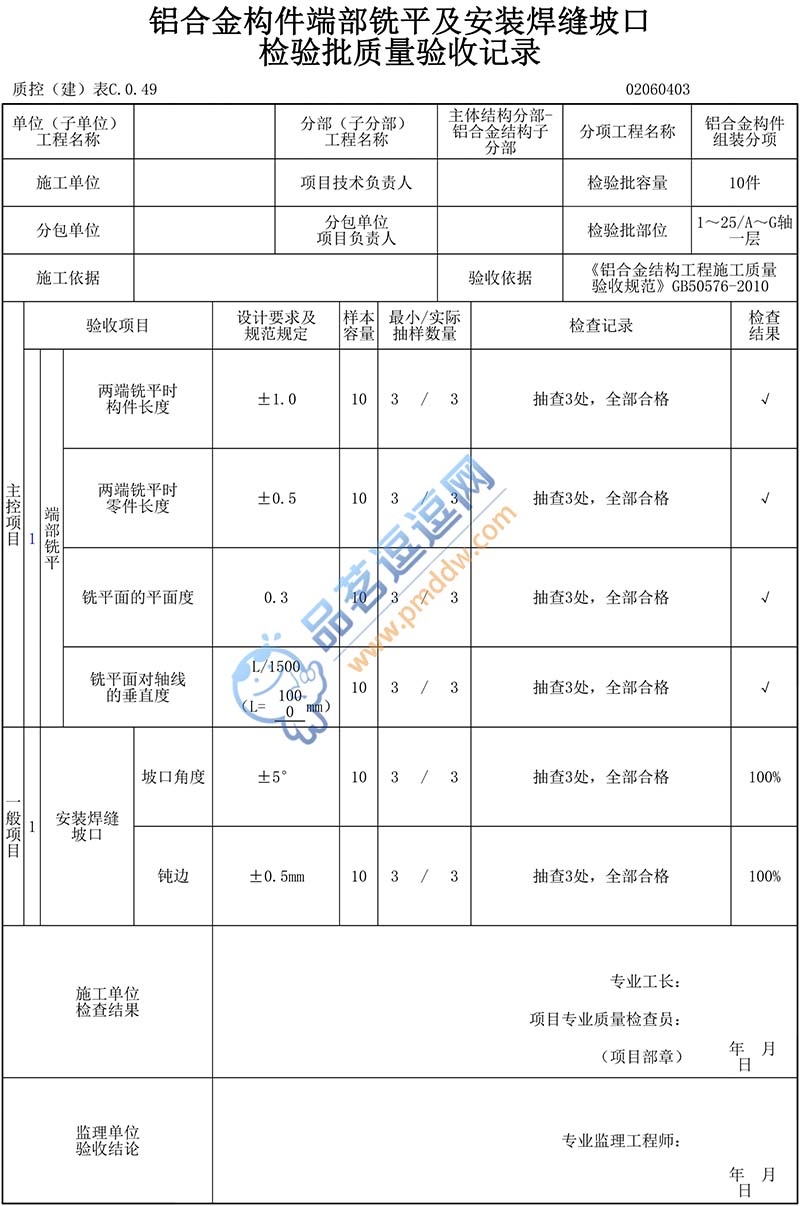
【规范名称及编号】《铝合金结构工程施工质量验收规范》(GB50576-2010)
【条文摘录】
8.3 端部铣平及安装焊缝坡口
I 主 控 项 目
8.3.1 端部铣平的允许偏差应符合表8.3.1的规定。
检查数量:按铣平面数量抽查10%,且不应少于3 个。
检验方法:用钢尺、角尺、塞尺等检查。
表8.3.1 端部铣平的允许偏差(mm)
|
检查项目
|
允许偏差
|
|
两端铣平时构件长度
|
±1.0
|
|
两端铣平时零件长度
|
±0.5
|
|
铣平面的平面度
|
0.3
|
|
铣平面对轴线的垂直度
|
L/1500
|
注: L——铣平面边长。
Ⅱ 一 般 项 目
8.3.2 安装焊缝坡口的允许偏差应符合表8.3.2的规定。
检查数量:按坡口数量抽查10%,且不少于3条。
检验方法:用焊缝量规检查。
表8.3.2 安装焊缝坡口的允许偏差
|
检查项目
|
允许偏差
|
|
坡口角度
|
±5°
|
|
钝 边
|
±0.5mm
|