装配式结构预制构件检验批质量验收记录填写范例

装配式结构预制构件检验批质量验收记录填写说明
9装配式结构分项工程
9.1-般规定
9.1.1装配式结构连接部位及叠合构件浇筑混凝土之前,应进行隐蔽工程验收。隐蔽工程验收应包括下列主要内容:
1混凝土粗糙面的质量,键槽的尺寸、数量、位置;
2钢筋的牌号、规格、数量、位置、间距,箍筋弯钩的弯折角度及平直段长度;
3钢筋的连接方式、接头位置、接头数量、接头面积百分率、搭接长度、锚固方式及锚固长度;
4预埋件、预留管线的规格、数量、位置。
9.1.2装配式结构的接缝施工质量及防水性能应符合设计要求和国家现行有关标准的规定。
9.2预制构件
主控项目
9.2.1预制构件的质量应符合本规范、国家现行有关标准的规定和设计的要求。
检查数量:全数检查。
检验方法:检查质量证明文件或质量验收记录。
9.2.2专业企业生产的预制构件进场时,预制构件结构性能检验应符合下列规定:
1梁板类简支受弯预制构件进场时应进行结构性能检验,并应符合下列规定:
1)结构性能检验应符合国家现行有关标准的有关规定及设计的要求,检验要求和试验方法应符合本规范附录B的规定。
2)钢筋混凝土构件和允许出现裂缝的预应力混凝土构件应进行承载力、挠度和裂缝宽度检验;不允许出现裂缝的预应力混凝土构件应进行承载力、挠度和抗裂检验。
3)对大型构件及有可靠应用经验的构件,可只进行裂缝宽度、抗裂和挠度检验。
4)对使用数量较少的构件,当能提供可靠依据时,可不进行结构性能检验。
2对其他预制构件,除设计有专门要求外,进场时可不做结构性能检验。
3对进场时不做结构性能检验的预制构件,应采取下列措施:
1)施工单位或监理单位代表应驻厂监督生产过程。
2)当无驻厂监督时,预制构件进场时应对其主要受力钢筋数量、规格、间距、保护层厚度及混凝土强度等进行实体检验。
检验数量:同一类型预制构件不超过1000个为一批,每批随机抽取1个构件进行结构性能检验。
检验方法:检查结构性能检验报告或实体检验报告。
注:“同类型”是指同一钢种、同一混凝土强度等级、同一生产工艺和同一结构形式。抽取预制构件时,宜从设计荷载最大、受力最不利或生产数量最多的预制构件中抽取。
9.2.3预制构件的外观质量不应有严重缺陷,且不应有影响结构性能和安装、使用功能的尺寸偏差。
检查数量:全数检查。
检验方法:观察,尺量;检查处理记录。
9.2.4预制构件上的预埋件、预留插筋、预埋管线等的规格和数量以及预留孔、预留洞的数量应符合设计要求。
检查数量:全数检查。
检验方法:观察。
一般项目
9.2.5预制构件应有标识。
检查数量:全数检查。
检验方法:观察。
9.2.6预制构件的外观质量不应有一般缺陷。
检查数量:全数检查。
检验方法:观察,检查处理记录。
9.2.7预制构件尺寸偏差及检验方法应符合表9.2.7的规定;设计有专门规定时,尚应符合设计要求。施工过程中临时使用预埋件,其中心线位置允许偏差可取表9.2.7中规定数值的
2倍。
检查数量:同一类型的构件,不超过100个为一批,每批应抽查构件数量的5%,且不应少于3个。
表9.2.7预制构件尺寸允许偏差及检验方法
|
项 目
|
允许偏差
( mm)
|
检验方法
|
|
长度
|
楼板、
梁、柱、桁架
|
<12m
|
±5
|
尺量
|
|
≥12m且<18m
|
土10
|
|
≥18m
|
士20
|
|
墙板
|
±4
|
|
宽度、高(厚)度
|
楼板、梁、柱、桁架
|
±5
|
尺量一端及中部,取其中偏差绝对值
较大处
|
|
墙板
|
±4
|
|
表面
平整度
|
楼板、梁、柱、墙板内表面
|
5
|
2m靠尺和
塞尺量测
|
|
墙板外表面
|
3
|
|
侧向弯曲
|
楼扳、梁、柱
|
L/750凡≤20
|
拉线、直尺量铡最
大侧向弯曲处
|
|
墙板、桁架
|
L/l000且≤20
|
续表9.2.7
|
项 目
|
允许偏差
(mm)
|
检验方法
|
|
翘曲
|
楼板
|
L/750
|
调平尺在
两端量测
|
|
墙板
|
L/l000
|
|
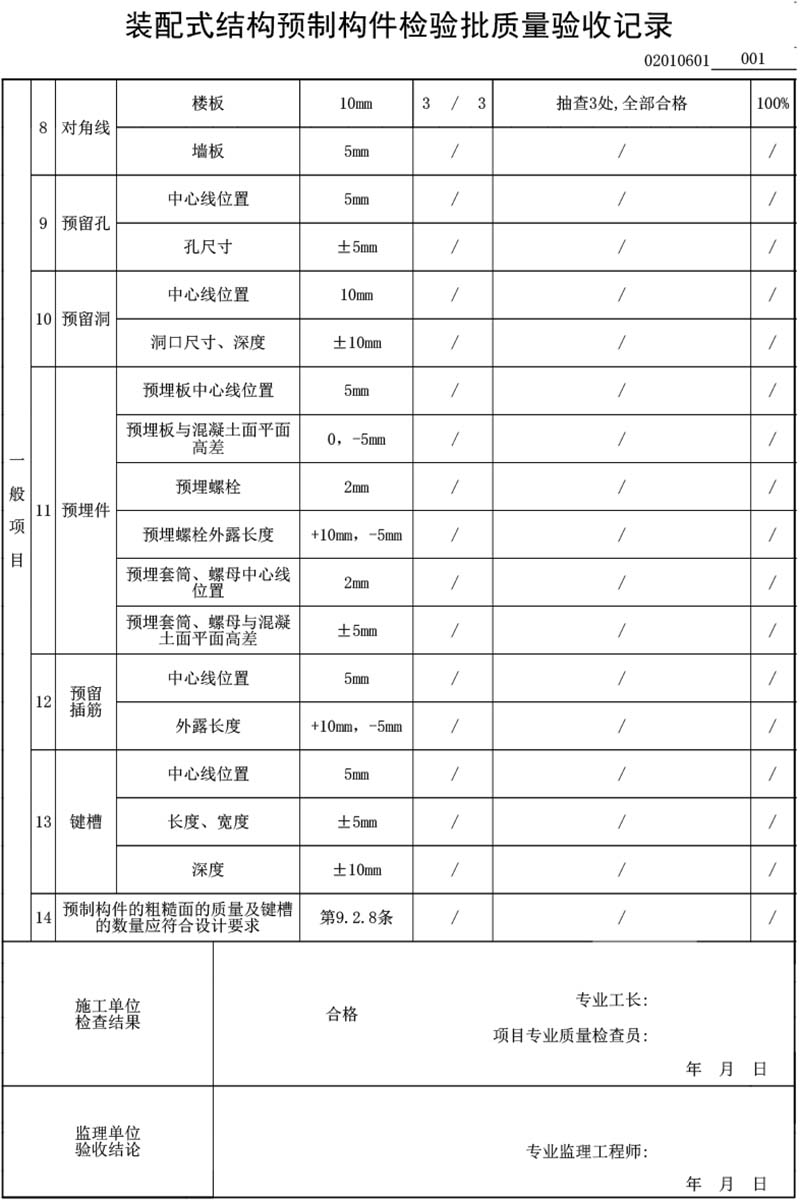
对角线
|
楼板
|
10
|
尺量两个
对角线
|
|
墙板
|
5
|
|
预留孔
|
中心线位置
|
5
|
尺量
|
|
孔尺寸
|
±5
|
|
预留洞
|
中心线位置
|
10
|
尺量
|
|
洞口尺寸、深度
|
±10
|
|
预埋件
|
预埋板中心线位置
|
5
|
尺量
|
|
预埋板与混凝土面平面高差
|
0,-5
|
|
预埋螺栓
|
2
|
|
预留件
|
预埋螺栓外露长度
|
+10,-5
|
尺量
|
|
预埋套筒、螺母中心线位置
|
2
|
|
预埋套筒、螺母与混凝土面平面高差
|
±5
|
|
预留插筋
|
中心线位置
|
5
|
尺量
|
|
外露长度
|
+10,-5
|
|
键槽
|
中心线位置
|
5
|
尺量
|
|
长度、宽度
|
±5
|
|
深度
|
±10
|
注: 1 L为构件长度,单位为mm;
2检查中心线、螺栓和孔道位置偏差时,沿纵、横两个方向量测,并取其中偏差较大值。
9.2.8预制构件的粗糙面的质量及键槽的数量应符合设计要求。
检查数量:全数检查。
检验方法:观察。