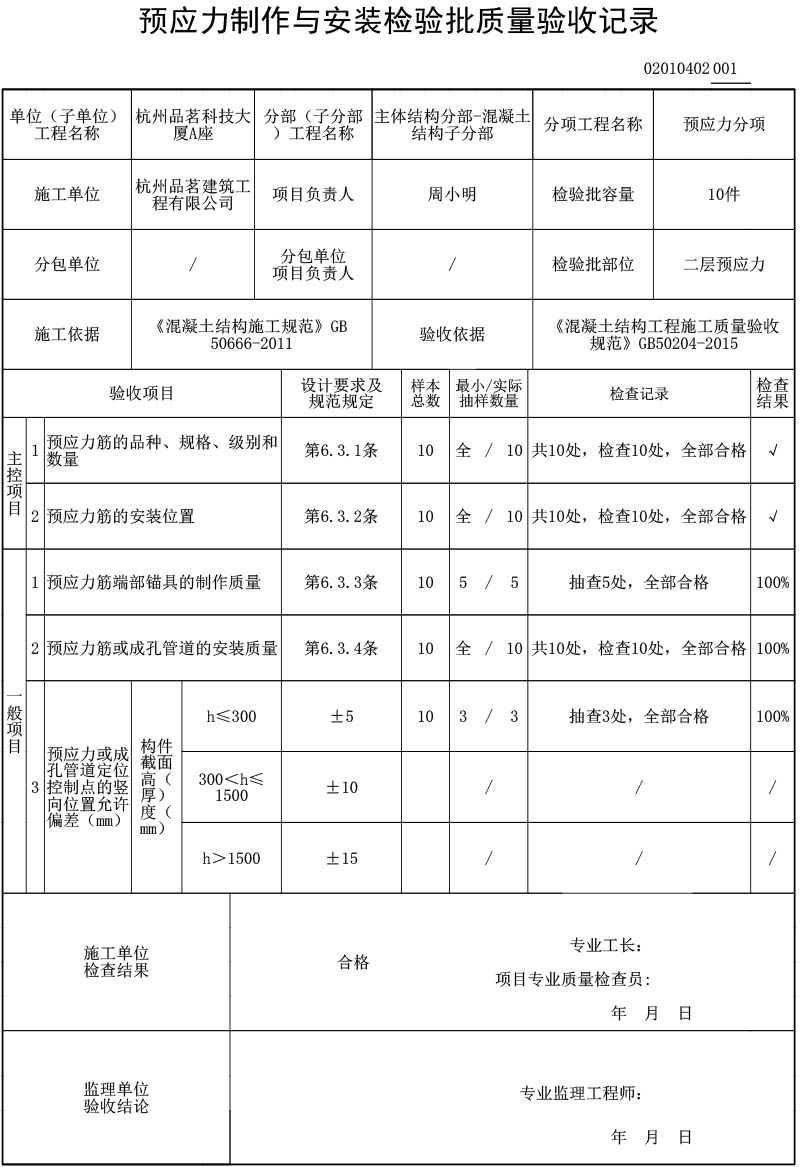
预应力制作与安装检验批质量验收记录填写范例
预应力制作与安装检验批质量验收记录填写说明
6.3制作与安装
主控项目
6.3.1预应力筋安装时,其品种、规格、级别和数量必须符合
设计要求。
检查数量:全数检查。
检验方法:观察,尺量。
6.3.2 预应力筋的安装位置应符合设计要求。
检查数量:全数检查。
检验方法:观察,尺量。
一般项目
6.3.3 预应力筋端部锚具的制作质量应符合下列规定:
1 钢绞线挤压锚具挤压完成后,预应力筋外端露出挤压套筒的长度不应小于1mm,
2钢绞线压花锚具的梨形头尺寸和直线锚固段长度不应小于设计值;
3钢丝镦头不应出现横向裂纹,镦头的强度不得低于钢丝强度标准值的98%。
检查数量:对挤压锚,每工作班抽查5%.且不应少于5件;对压花锚,每工作班抽查3件:对钢丝镦头强度,每批钢丝检查6个镦头试件。
检验方法:观察,尺量,检查镦头强度试验报告。
6.3.4 预应力筋或成孔管道的安装质量应符合下列规定:
1成孔管道的连接应密封;
2预应力筋或成孔管道应平顺,并应与定位支撑钢筋绑扎牢固;
3 当后张有粘结预应力筋曲线孔道波峰和波谷的高差大于300mm,且采用普通灌浆工艺时,应在孔道波峰设置排气孔;
4 锚垫板的承压面应与预应力筋或孔道曲线末端垂直,预应力筋或孔道曲线末端直线段长度应符合表6.3.4规定。
检查数量:第1~3款应全数检查;第4款应抽查预应力束总数的10必,且不少于5束。
检验方法:观察,尺量。
表6.3.4预应力筋曲线起始点与张拉锚固点之间直线段最小长度
|
预应力筋张拉控制力N (kN)
|
N≤1500
|
1500
|
N>6000
|
|
直线段最小长度(mm)
|
400
|
500
|
600
|
6.3.5预应力筋或成孔管道定位控制点的竖向位置偏差应符合表6.3.5的规定,其合格点率应达到90%及以上,且不得有超过表中数值1.5倍的尺寸偏差。
检查数量:在同一检验批内,应抽查各类型构件总数的
10%,且不少于3个构件,每个构件不应少于5处。
检验方法:尺量。
表6.3.5预应力筋或成孔管道定位控制点的竖向位置允许偏差
|
构件截面高(厚)度( mm)
|
h≤300
|
300<h≤1500
|
h>1500
|
|
允许偏差(mm)
|
±5
|
±10
|
±15
|