钢管结构安装工程检验批质量验收记录填写范例

钢管结构安装工程检验批质量验收记录填写说明
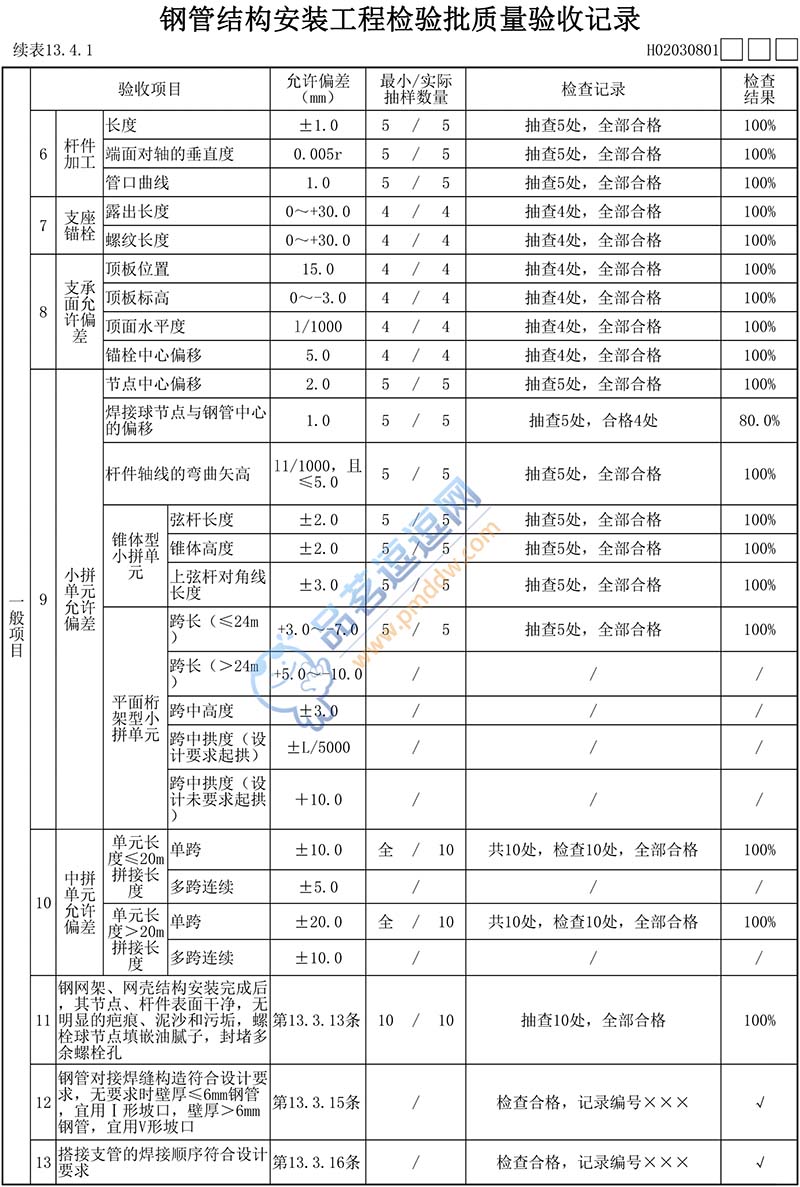
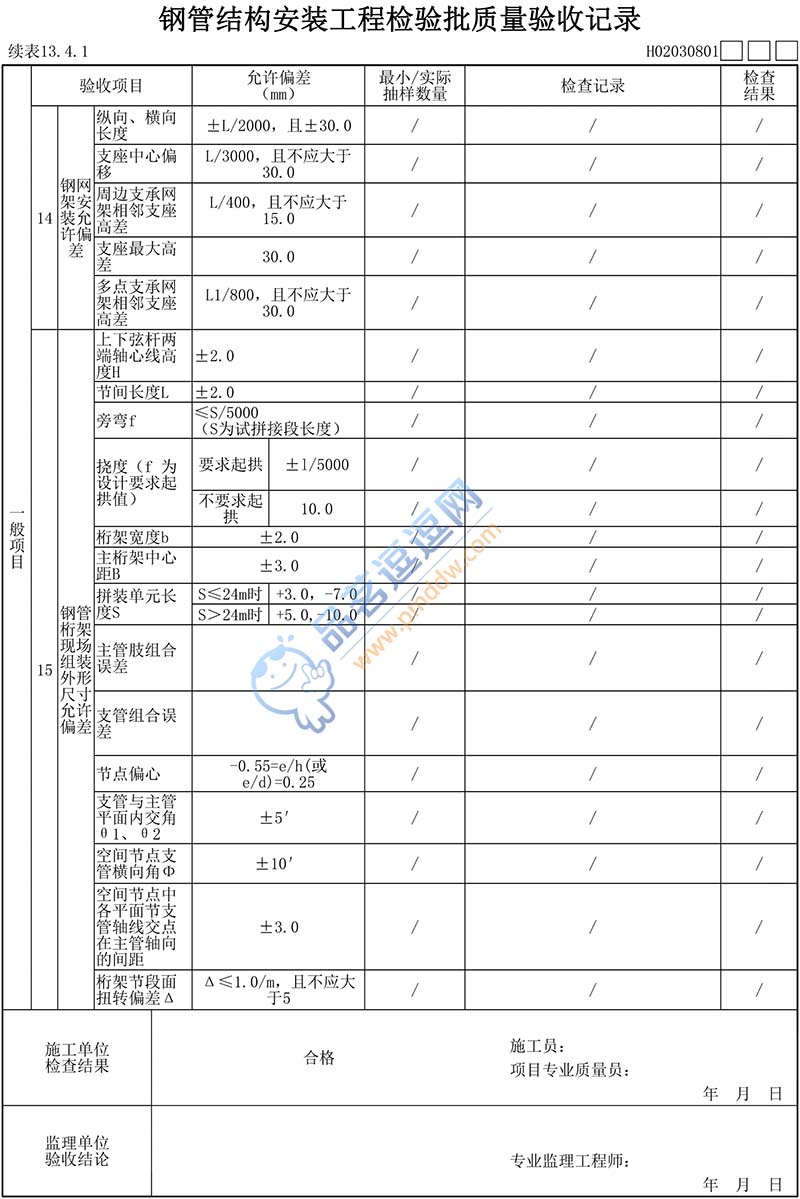
13 钢管结构安装工程检验批施工质量验收
一、 网架、网壳结构及钢管桁架结构的安装工程可按变形缝或空间刚度单元等划分成一个或若干个检验批,或者按照楼层或施工段等划分为一个或若干个检验批。
13.2 主 控 项 目
13.2.1 焊接球及制造焊接球所采用的原材料、螺栓球及制造螺栓球节点所采用的原材料,其品种、规格、性能等应符合国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查质量合格证明文件、中文标志及检验报告等。
13.2.2 焊接球焊缝应进行无损检验,其质量应符合设计要求,当设计无要求时,应符合本标准中规定的二级质量标准。
检查数量:每一规格按数量抽查5%且不应少于3个。
检验方法:超声波探伤或检查检验报告。
13.2.3 螺栓球成型后,不得有裂纹、褶皱、过烧。
检查数量:每种规格抽查10%,且不应少于5个。
检验方法:用10倍放大镜观察和表面探伤。
13.2.4 钢板压成半圆球后,表面不应有裂纹、褶皱;焊接球其对接坡口应采用机械加工,对接焊缝表面应打磨平整。
检查数量:每种规格抽查10%,且不应少于5个。
检验方法:10倍放大镜观察检查或表面探伤,焊缝进行超声波探伤或检查报告。
13.2.5 钢网架结构支座定位轴线的位置、支座锚栓的规格应符合设计要求。
检查数量:按支座数抽查10%,且不应少于4处。
检验方法:用经纬仪和钢尺实测。
13.2.6 支承垫块的种类、规格、摆放位置和朝向,必须符合设计要求和国家现行有关标准的规定。橡胶垫块与刚性垫块之间或不同类型刚性垫块之间不得互换使用。
检查数量:按支座数抽查10%,且不应少于4处。
检验方法:观察和用钢尺实测。
13.2.7 网架支座锚栓的紧固应符合设计要求。
检查数量:按支座数抽查10%,且不应少于4处。
检验方法:观察检查。
13.2.8 钢结构用橡胶垫的品种、规格、性能等应符合国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。
13.2.9 螺栓球节点网架总拼完成后,高强度螺栓与球节点应紧固连接,高强度螺栓拧入螺栓球内的螺纹长度不应小于1.0d(d为螺栓直径),连接处不应出现有间隙、松动等未拧紧情况。
检查数量:按节点数抽查5%,且不应少于10个。
检验方法:普通板手及尺量检查。
13.2.10 钢网架结构总拼完成后及屋面工程完成后应分别测量其挠度值,且所测的挠度值不应超过相应设计值的1.15倍。
检查数量:跨度24m及以下钢网架结构测量下弦中央一点;跨度24m以上钢网架结构测量下弦中央一点及各向下弦跨度的四等分点。
检验方法:用钢尺和水平仪实测。
13.2.11 封板、锥头和套筒及制造封板、锥头和套筒所采用的原材料,其品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。
13.2.12 封板、锥头、套筒外观不得有裂纹、过烧及氧化皮。
检查数量:每种抽查5%,且不应少于10只。
检验方法:用放大镜观察检查和表面探伤。
13.2.13 钢管构件应有防止水进入管内的构造措施,在有水可能聚集的部位应设置排水装置,严禁钢管内存水。
检查数量:全数检查。
检验方法:观察检查。
13.2.14 钢管桁架结构相贯节点焊缝的坡口形状、尺寸及焊后焊脚高度应符合设计要求,当设计无要求时,应符合现行国家标准《钢结构焊接规范》GB 50661的要求。
检查数量:按同类接头数抽查10%。
检验方法:用钢尺、塞尺、焊缝量规测量。
13.2.15 方矩形钢管端头角部或沿矩形钢管角部进行焊接时,焊接部位的钢管表面不得有裂纹缺陷。
检查数量:逐个打磨观察。
检验方法:用放大镜或磁粉探伤检查。
13.2.16 钢管对接焊缝质量应符合设计要求。当设计无要求时,受拉为主的钢管对接焊缝质量等级为一级,受压为主的钢管对接焊缝质量等级不应低于二级。
检查数量:按同类接头检查20%,且不少于5个。
检验方法:超声波探伤抽查。
13.3 一 般 项 目
13.3.1 钢板厚度、型钢的规格尺寸允许偏差应符合其产品标准的要求。
检查数量:每一品种、规格的钢板、型钢抽查5处。
检验方法:用钢尺和游标卡尺量测。
13.3.2 螺栓球加工的允许偏差应符合本标准表13.3.2的规定。
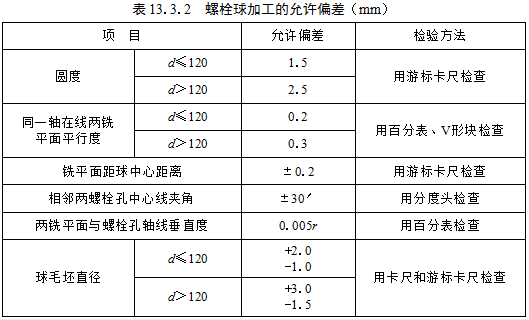
检查数量:每种规格抽查10%,且不应少于5个。
检验方法:见表13.3.2。
13.3.3 螺栓球螺纹尺寸应符合《普通螺纹 基本尺寸》GB/T 196中粗牙螺纹的规定,螺纹公差必须符合《普通螺纹 公差》GB/T 197中6H级精度的规定。
检查数量:每种规格抽查5%,且不应少于5只。
检验方法:用标准螺纹规进行检查。
13.3.4 螺栓球直径、圆度、相邻两螺栓孔中心线夹角等尺寸及允许偏差应符合本标准13.3.3的规定。
检查数量:每一规格按数量抽查5%,且不应少于3个。
检验方法:用卡尺和分度头仪检查。
13.3.5 焊接球加工的允许偏差应符合表13.3.5的规定。
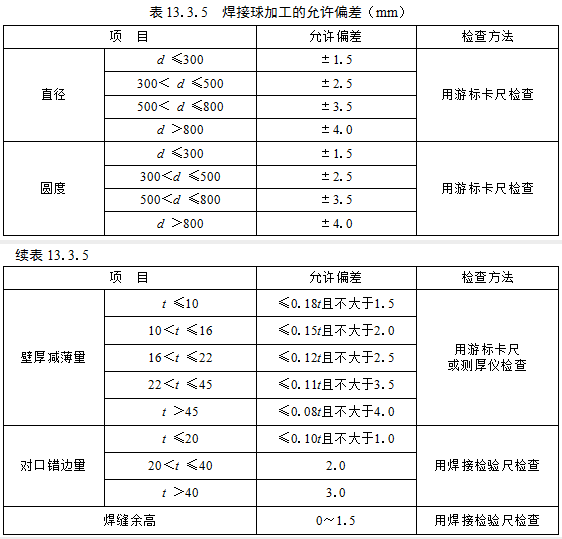
注:d为焊接空心球的外径;t为焊接空心球的壁厚。
检查数量:每种规格抽查5%,且不应少于3个。
检验方法:见表13.3.5。
13.3.6 焊接球表面应无明显波纹,局部凹凸不平不应大于1.5mm。
检查数量:每一规格按数量抽查5%,且不应少于3个。
检验方法:采用弧形套模、卡尺和观察检查。
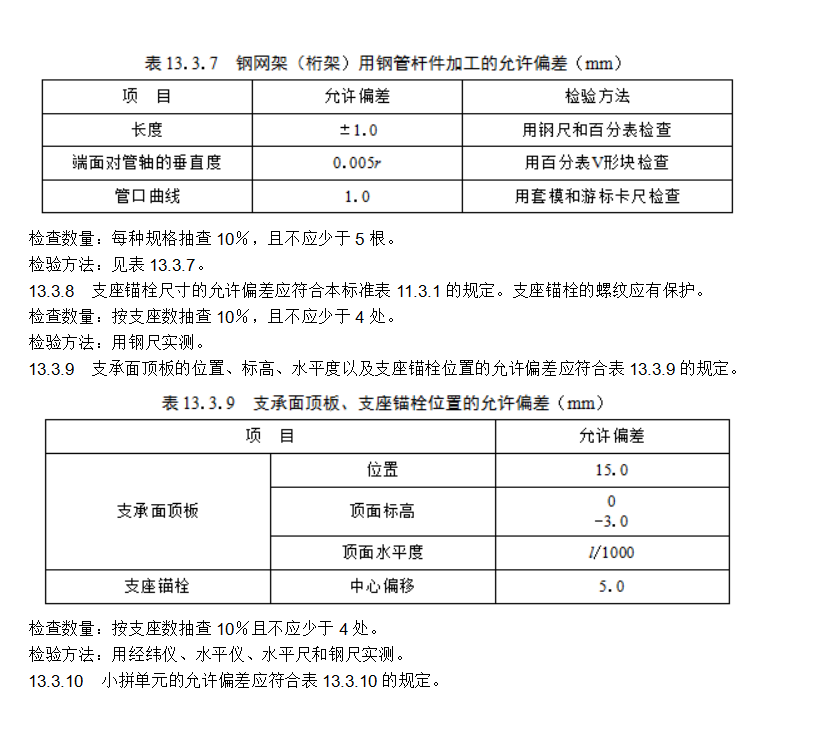
13.3.7 钢网架(桁架)用钢管杆件加工的允许偏差应符合表13.3.7的规定。