膜结构工程检验批质量验收记录填写范例

膜结构工程检验批质量验收记录填写说明
14 预应力钢索和膜结构工程检验批施工质量验收
一、 预应力钢索和膜结构工程检验批可按使用部位划分为一个或若干个检验批。
14.2 主 控 项 目
14.2.1 膜结构用膜材及拉索的品种、规格、性能等应符合现行国家标准和设计要求。
检查数量:全数检查。
检验方法:检查产品质量证明文件、中文标志及检验报告等。
14.2.2 膜材的抗撕裂强度、抗剥离强度、弹性模量、泊松比、密度、耐火性能等指标应符合国家现行标准《膜结构技术规程》CECS 158的规定和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
14.2.3 拉索的锚接可采用浇筑式(冷铸锚、热铸锚)或压接式锚具。浇铸式锚接的抗拉强度不得小于拉索极限抗拉力标准值的95%,压接式锚接的抗拉强度不得小于拉索极限抗拉力标准值的90%。
检查数量:全数检查。
检验方法:检查检测报告。
14.2.4 非低松弛索体(钢丝绳、不锈钢钢绞线等)在下料前应进行预张拉。预张拉力值宜取钢索抗拉强度标准值的55%,持续载荷时间不应小于1h,预张拉次数不应少于2次。检验后,索体应完好无损。
检查数量:全数检查。
检验方法:检查预张拉检验记录。
14.2.5 热合加工制作前,应根据膜材的特点对连接方式、搭接或对接宽度等进行试验,G类、P类膜材热合处的拉伸强度应不低于母材强度的80%,E类膜材热合处的拉伸强度应不低于30MPa,符合设计要求后,方可正式进行热合加工。
检查数量:全数检查。
检验方法:检查热合工艺评定。
14.2.6 拉索施加预应力时,预应力大小、阶段分级、位移变形量控制和施加顺序等应符合设计要求;对承重索应进行索力和位移双控制,各阶段张拉力值或位移变形值允许偏差为±10%。
检查数量:全数检查。
检验方法:现场用钢尺、测力仪检验。
14.2.7 索力和位移测量调整后,拉索索端锚具连接固定及保护措施应符合设计要求;索体锚固长度、锚固螺纹旋合丝扣、螺母外侧露出丝扣等应满足设计要求,当设计没有明确要求时,应符合表14.2.7的规定。
检查数量:全数检查。
检验方法:现场观察,用钢尺、卡尺检验。
14.2.8 连接固定膜单元的耳板、T形件、天沟等上的螺孔、销孔空间位置允许偏差不应超过10mm,相邻两个孔间距允许偏差不超过5mm。
检查数量:按同类连接件数量抽查10%,且不应少于3点。
检验方法:用测量仪器、钢尺检验。
14.2.9 膜单元应按照设计单位提供的膜单元总装图和分装图进行安装。
检查数量:全数检查。
检验方法:按施工图现场核查。
14.2.10 膜结构施加预张力应采用专用施力机具,其施力标定值不宜小于设计施力值的2倍。施力位置、位移量、施力值应符合设计要求。施加预张力时应以施力点位移达到设计值为控制标准,允许偏差为±10%。对有代表性的施力点还应进行施力值抽检,允许偏差为±10%。
检查数量:全数检查。
检验方法:用钢尺检验。
14.3 一 般 项 目
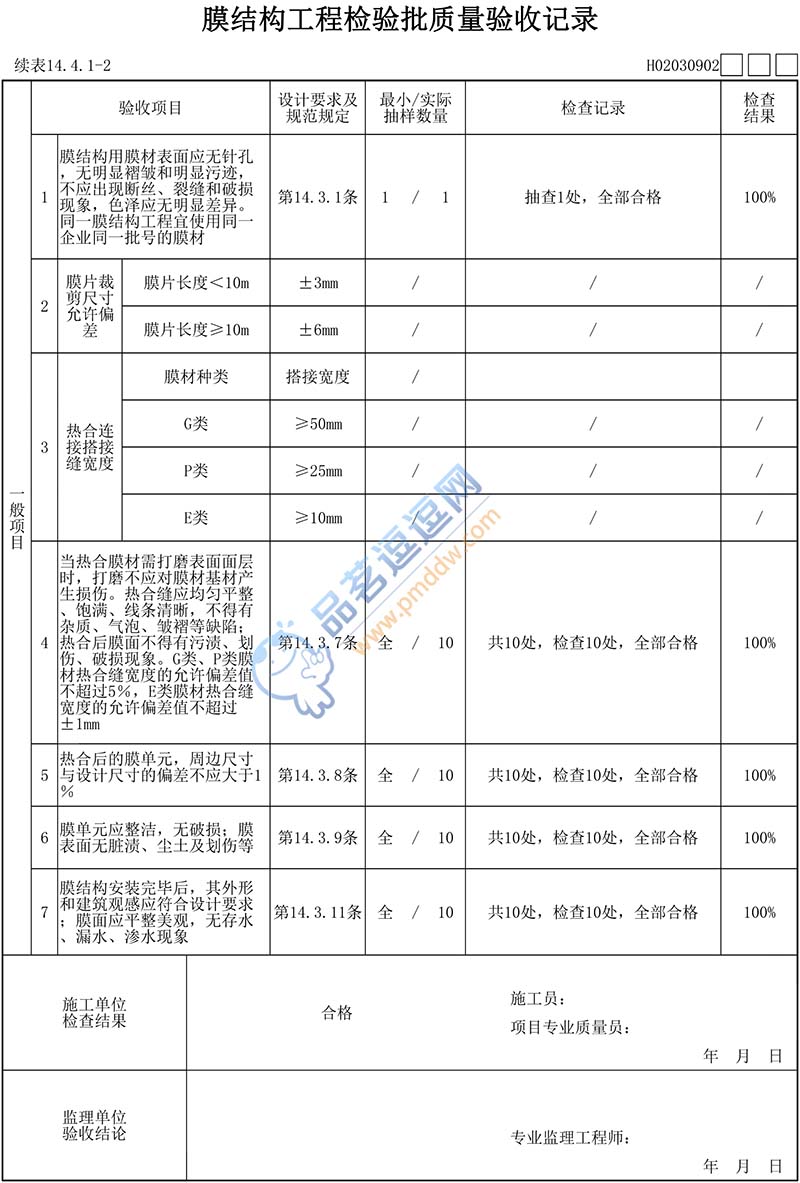
14.3.1 膜结构用膜材表面应无针孔,无明显褶皱和明显污迹,不应出现断丝、裂缝和破损现象,色泽应无明显差异。同一膜结构工程宜使用同一企业同一批号的膜材。
检查数量:按照每批进场数量抽取10%检查。
检验方法:观察检查。
14.3.2 锚具表面不应有裂纹、未熔合、气孔、缩孔、夹砂及明显凹坑等外部缺陷。锚具表面的防腐处理和保护措施应符合其现行产品标准的规定和设计要求。
检查数量:全数检查。
检验方法:观察检查。
14.3.3 拉索应按其预拉力设计值控制进行带应力状态下料,拉索直径、长度应符合设计要求,尺寸偏差符合表14.3.3的规定。
检查数量:全数检查。
检验方法:用游标卡尺、钢尺现场实测。
14.3.4 索体表面保护层应光滑平整、无破损,护层应紧密包覆;锚具与有保护层的索体防水密封处不应有损伤。
检查数量:全数检查。
检验方法:观察检查。
14.3.5 膜片裁剪后应进行检查,10m以下膜片尺寸允许偏差为±3mm,10m以上膜片尺寸允许偏差为±6mm。
检查数量:全数检查。
检验方法:用钢尺检验。
14.3.6 膜材之间搭接连接时,应使上部膜材覆盖在下部膜材上。热合连接的搭接缝宽度应根据膜材类别、厚度和连接强度的要求确定,并应符合表14.3.6要求。
检查数量:全数检查。
检验方法:用钢尺检验。
14.3.7 当热合膜材需打磨表面面层时,打磨不应对膜材基材产生损伤。热合缝应均匀平整、饱满、线条清晰,不得有杂质、气泡、皱褶等缺陷;热合后膜面不得有污渍、划伤、破损现象。G类、P类膜材热合缝宽度的允许偏差值不超过5%,E类膜材热合缝宽度的允许偏差值不超过±1mm。
检查数量:全数检查。
检验方法:现场观察,用钢尺检查。
14.3.8 热合后的膜单元,周边尺寸与设计尺寸的偏差不应大于1%。
检查数量:全数检查。
检验方法:用钢尺检验。
14.3.9 膜单元应整洁,无破损;膜表面无脏渍、尘土及划伤等。
检查数量:全数检查。
检验方法:观察检查。
14.3.10 预应力施加完毕,拉索(含保护层)、锚具、销轴及其他连接件应无损伤。
检查数量:全数检查。
检验方法:现场观察。
14.3.11 膜结构安装完毕后,其外形和建筑观感应符合设计要求;膜面应平整美观,无存水、漏水、渗水现象。
检查数量:全数检查。
检验方法:观察检查。