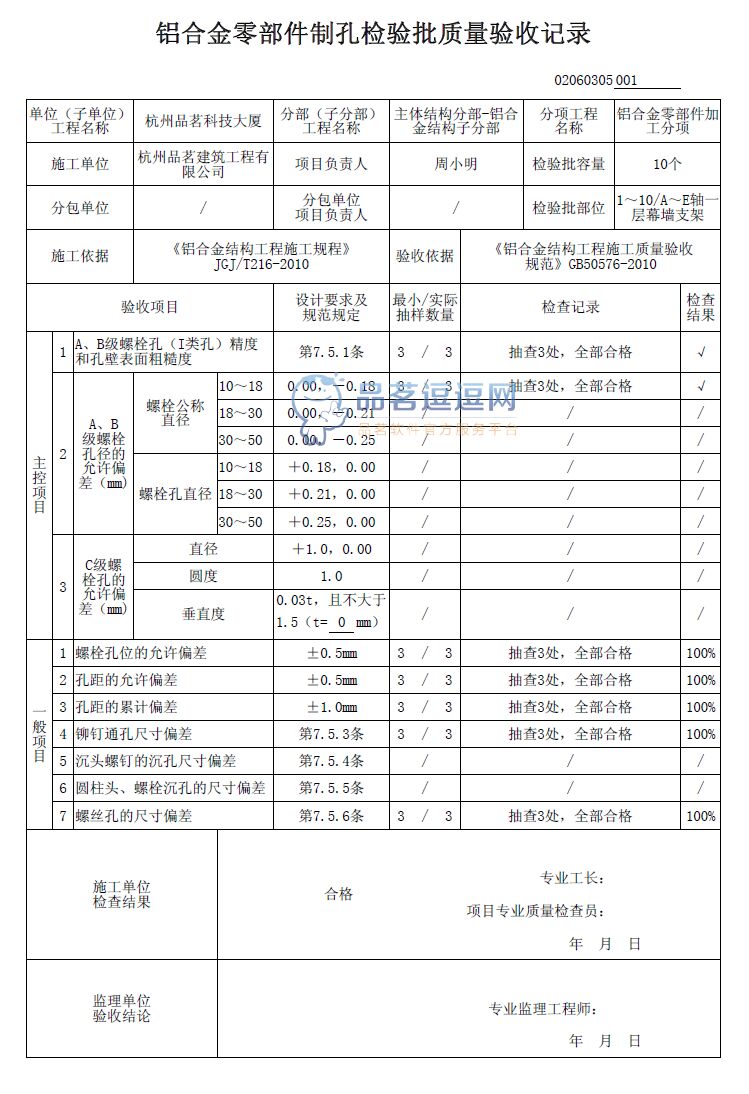
铝合金零部件制孔检验批质量验收记录表格示例——
铝合金零部件制孔检验批质量验收记录表格填写说明——
【规范名称及编号】《铝合金结构工程施工质量验收规范》(GB50576-2010)
【条文摘录】
7.5 零部件制孔
I 主控项目
7.5.1 A、B级螺栓孔(Ⅰ类孔)应具有H12的精度,孔壁表面粗糙度Ra不应大于12.5μm。 A、B级螺栓孔径的允许偏差应符合表7.5.1-1的规定。C级螺栓孔(Ⅱ类孔),孔壁表面粗度Ra,不应大于25.0μm,其允许偏差应符合表7.5.1-2的规定。
检查数量:按构件数量抽查10%,且不应少于3件。
检验方法:用游标卡尺或孔径量规、粗糙度仪检查。
表7.5.1-1 A、B级螺栓孔径的允许偏差(mm)
| 序号 | 螺栓公称直径、螺栓孔直径 | 螺栓公称直径允许偏差 | 螺栓孔直径允许偏差 |
| 1 | 10~18 | 0.00 -0.18 | +0.18 0.00 |
| 2 | 18~30 | 0.00 -0.21 | ±0.21 0.00 |
| 3 | 30~50 | 0.00 -0.25 | +0.25 0.00 |
表7.5.1-2 C级螺栓孔的允许偏差(mm)
| 检查项目 | 允许偏差 |
| 直径 | +1.00 ,0.00 |
| 圆度 | 1.00 |
| 垂直度 | 0.03t,且不大于1.50 |
注:t为厚度。
II 一般项目
7.5.2 螺栓孔位的允许偏差为±0.5mm,孔距的允许偏差为±0.5mm,累计偏差为±1.0mm。
检查数量:按构件数量抽查10%,且不应少于3件。
检验方法:用钢尺及游标卡尺配合检查。
7.5.3 铆钉通孔尺寸偏差应符合现行国家标准《铆钉用通孔》GB/T 152.1的有关规定。
检查数量:按构件数量抽查10%,且不应少于3件。
检验方法:用游标卡尺或孔径量规检查。
7.5.4 沉头螺钉的沉孔尺寸偏差应符合现行国家标准《沉头用沉孔》GB/T 152.2的有关规定。
检查数量:按构件数量抽查10%,且不应少于3件。
检验方法:用游标卡尺或孔径量规检查。
7.5.5 圆柱头、螺栓沉孔的尺寸偏差应符合现行国家标准《圆柱头用沉孔》GB/T 152.3的有关规定。
检查数量:按构件数量抽查10%,且不应少于3件。
检验方法:用游标卡尺或孔径量规检查。
7.5.6 螺丝孔的尺寸偏差应符合国家现行有关标准的规定及设计要求。
检查数量:按孔数量10%,且不应少于3个。 检查方法:用游标卡尺或孔径量规检查。