铝合金构件组装检验批质量验收记录填写范例
铝合金构件组装检验批质量验收记录填写说明
一、检验批划分
铝合金结构构件组装工程应按铝合金结构制作工程检验批的划分原则划分为一个或若干个检验批。
二、一般项目
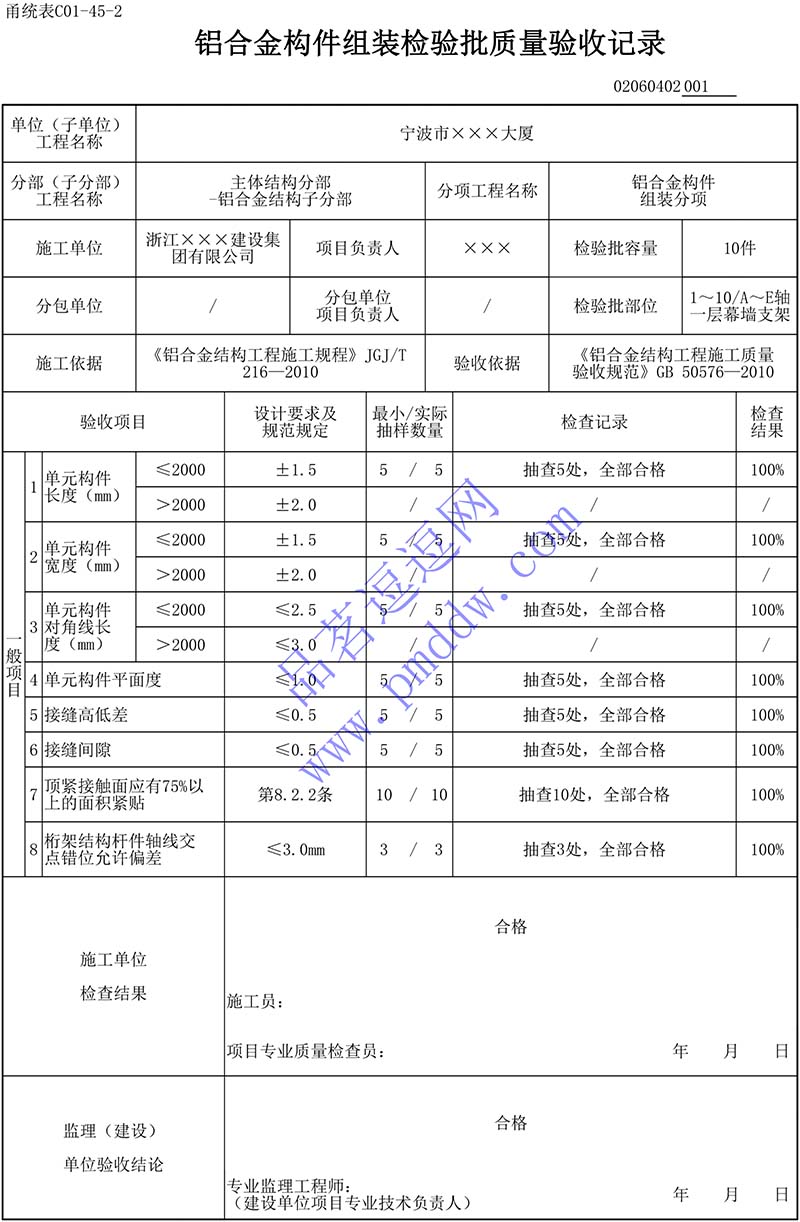
8.2.1 单元件组装的允许偏差应符合本规范表C.0.l的规定。
检查数量:按单元组件的10%抽查,且不应少于5个。
检验方法:见本规范表C.0.1。
表C.0.1 单元构件组装的允许偏差
|
序号
|
项目
|
允许偏差(mm)
|
检查方法
|
|
1
|
单元构件长度(mm)
|
≤2000
|
±1.5
|
钢尺
|
|
>2000
|
±2.0
|
|
2
|
单元构件宽度(mm)
|
≤2000
|
±1.5
|
钢尺
|
|
>2000
|
±2.0
|
|
3
|
单元构件对角线长度(mm)
|
≤2000
|
≤2.5
|
钢尺
|
|
>2000
|
≤3.0
|
|
4
|
单元构件平面度
|
--
|
≤1.0
|
1m靠尺
|
|
5
|
接缝高低差
|
--
|
≤0.5
|
游标深度尺
|
|
6
|
接缝间隙
|
--
|
≤0.5
|
塞片
|
8.2.2 顶紧接触面应有75%以上的面积紧贴。
检查数量:按接触面的数量抽查10%,且不应少于10个。
检验方法:0.3mm塞尺检查,其塞人的面积应小于25%,边缘间隙不应大于0.8mm。
8.2.3 桁架结构杆件轴线交点错位允许偏差不得大于3.0mm。
检查数量:按构件数抽查10%,且不应少于3个,每个抽查构件按节点数抽查10%,且不应少于3个节点。
检验方法:尺量检查。