特种门安装检验批质量验收记录填写范例
特种门安装检验批质量验收记录填写说明
一、检验批划分
1 同一品种、类型和规格的木门窗、金属门窗、塑料门窗及门窗玻璃每100樘应划分为一个检验批,不足100樘也应划分为一个检验批。
2 同一品种、类型和规格的特种门每50樘应划分为一个检验批,不足50樘也应划分为一个检验批。
二、检查数量
1 木门窗、金属门窗、塑料门窗及门窗玻璃,每个检验批应至少抽查5%,并不得少于3樘,不足3樘时应全数检查;高层建筑的外窗,每个检验批应至少抽查10%,并不得少于6樘,不足6樘时应全数检查。
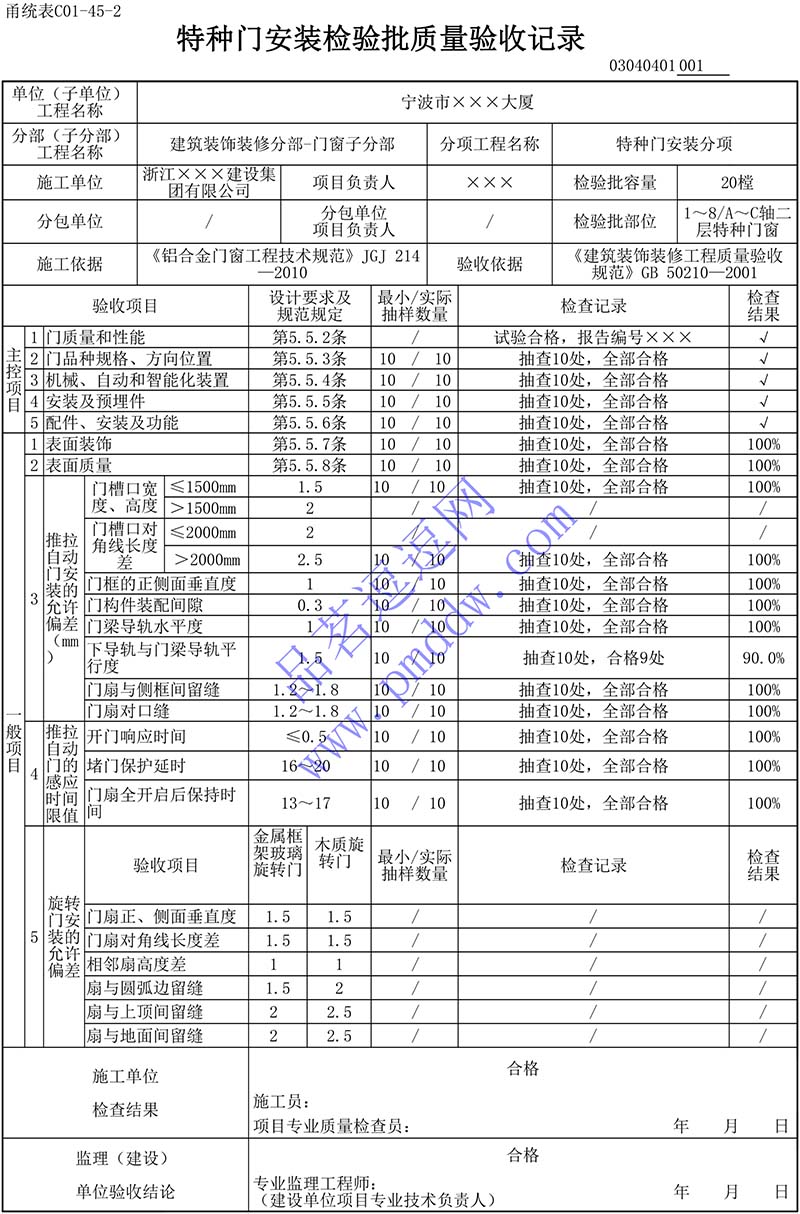
2 特种门每个检验批应至少抽查50%,并不得少于10樘,不足10樘时应全数检查。
三、主控项目
5.5.2 特种门的质量和各项性能应符合设计要求。
检验方法:检查生产许可证、产品合格证书和性能检测报告。
5.5.3 特种门的品种、类型、规格、尺寸、开启方向、安装位置及防腐处理应符合设计要求。
检验方法:观察;尺量检查;检查进场验收记录和隐蔽工程验收记录。
5.5.4 带有机械装置、自动装置或智能化装置的特种门,其机械装置、自动装置或智能化装置的功能应符合设计要求和有关标准的规定。
检验方法:启动机械装置、自动装置或智能化装置,观察。
5.5.5 特种门的安装必须牢固。预埋件的数量、位置、埋设方式、与框的连接方式必须符合设计要求。
检验方法:观察;手扳检查;检查隐蔽工程验收记录。
5.5.6 特种门的配件应齐全,位置应正确,安装应牢固,功能应满足使用要求和特种门的各项性能要求。
检验方法:观察;手扳检查;检查产品合格证书、性能检测报告和进场验收记录。
四、一般项目
5.5.7 特种门的表面装饰应符合设计要求。
检验方法:观察。
5.5.8 特种门的表面应洁净,无划痕、碰伤。
检验方法:观察。
5.5.9 推拉自动门安装的留缝限值、允许偏差和检验方法应符合表5.5.9的规定。
表5.5.9 推拉自动门安装的留缝限值、允许偏差和检验方法
|
项
次
|
项目
|
留缝限值(mm)
|
允许偏差(mm)
|
检验方法
|
|
1
|
门槽口宽度、高度
|
≤1500 mm
|
—
|
1.5
|
用钢尺检查
|
|
>1500 mm
|
—
|
2
|
|
2
|
门槽口对角线长度差
|
≤2000 mm
|
—
|
2
|
用钢尺检查
|
|
>2000 mm
|
—
|
2.5
|
|
3
|
门框的正、侧面垂直度
|
—
|
1
|
用1 m垂直检测尺检查
|
|
4
|
门构件装配间隙
|
—
|
0.3
|
用塞尺检查
|
|
5
|
门梁导轨水平度
|
—
|
1
|
用1 m水平尺和塞尺检查
|
|
6
|
下导轨与门梁导轨平行度
|
—
|
1.5
|
用钢尺检查
|
|
7
|
门扇与侧框间留缝
|
1.2—1.8
|
—
|
用塞尺检查
|
|
8
|
门扇对口缝
|
1.2—1.8
|
—
|
用塞尺检查
|
5.5.10 推拉自动门的感应时间限值和检验方法应符合表5.5.10的规定。
表5.5.10 推拉自动门的感应时间限值和检验方法
|
项次
|
项 目
|
感应时间限值(s)
|
检验方法
|
|
1
|
开门响应时间
|
≤0.5
|
用秒表检查
|
|
2
|
堵门保护延时
|
16—20
|
用秒表检查
|
|
3
|
门扇全开启后保持时间
|
13—17
|
用秒表检查
|
5.5.11 旋转门安装的允许偏差和检验方法应符合表5.5.11的规定。
表5.5.11 旋转门安装的允许偏差和检验方法
|
项次
|
项 目
|
允许偏差(mm)
|
检验方法
|
|
金属框架玻璃旋转门
|
木质旋转门
|
|
1
|
门扇正、侧面垂直度
|
1.5
|
1.5
|
用1 m垂直检测尺检查
|
|
2
|
门扇对角线长度差
|
1.5
|
1.5
|
用钢尺检查
|
|
3
|
相邻扇高度差
|
1
|
1
|
用钢尺检查
|
|
4
|
扇与圆弧边留缝
|
1.5
|
2
|
用塞尺检查
|
|
5
|
扇与上顶间留缝
|
2
|
2.5
|
用塞尺检查
|
|
6
|
扇与地面间留缝
|
2
|
2.5
|
用塞尺检查
|