球、毂加工检验批质量验收记录表格示例——
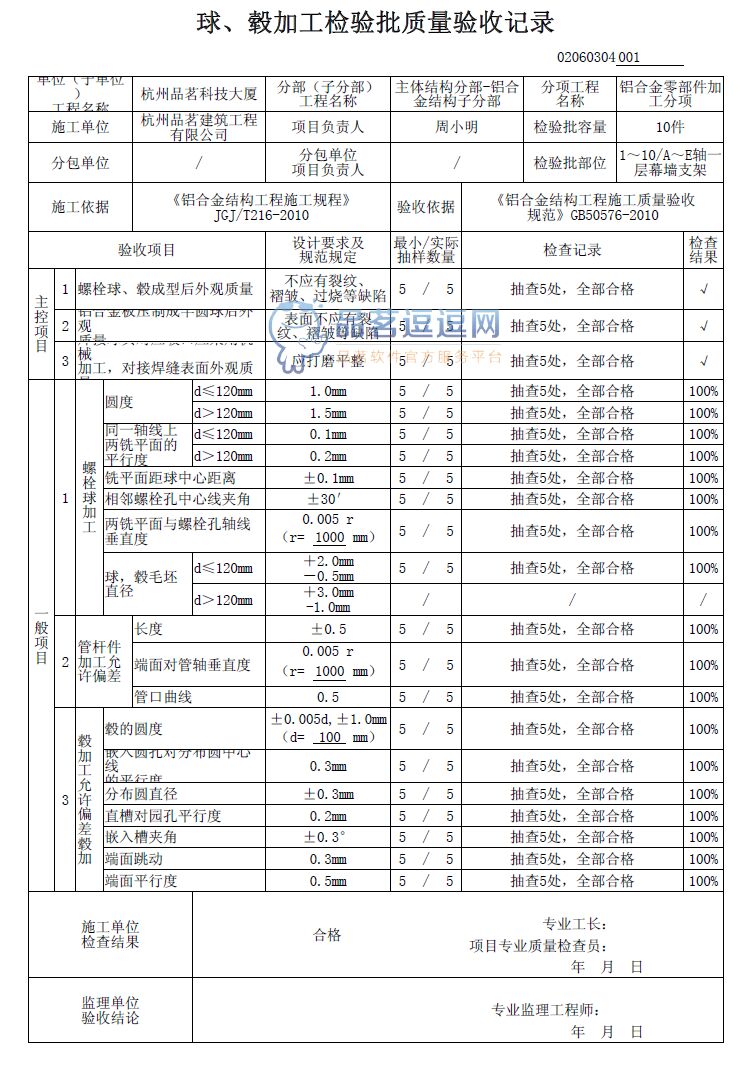
球、毂加工检验批质量验收记录表格填写说明——
【规范名称及编号】《铝合金结构工程施工质量验收规范》(GB50576-2010)
【条文摘录】
7.4 球、毂加工
I 主控项目
7.4.1 螺栓球、毂成型后,不应有裂纹、褶皱、过烧等缺陷。
检查数量:每种规格抽查10%,且不应少于5个。
检验方法:10倍放大镜观察或表面探伤。
7.4.2 铝合金板压制成半圆球后,表面不应有裂纹、褶皱等缺陷;焊接球其对应坡口应采用机械加工,对接焊缝表面应打磨平整。
检查数量:每种规格抽查10%,且不应少于5个。
检验方法:10倍放大镜观察检查或表面探伤。
II 一般项目
7.4.3 螺栓球加工允许偏差应符合表7.4.3的规定。
检查数量:每种规格抽查10%,且不少于5个。
检验方法:见表7.4.3。
表7.4.3 螺栓球加工的允许偏差
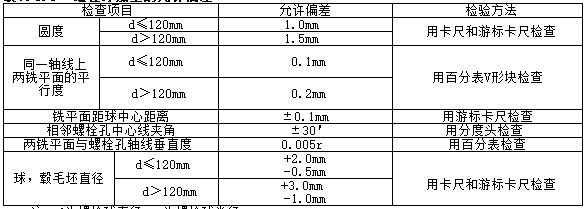
注:d为螺栓球直径,r为螺栓球半径。
7.4.4 管杆件加工的允许偏差应符合表7.4.4的规定。
检查数量:每种规格抽查±10%,且不少于5根。
检验方法:见表7.4.4。
表7.4.4 管杆件加工的允许偏差(mm)

注:r为管杆半径。
7.4.5 毂加工的允许偏差应符合表7.4.5的规定。
检查数量:每种规格抽查10%,且不应少于5个。
检查方法:见表7.4.5。
表7.4.5 毂加工的允许偏差
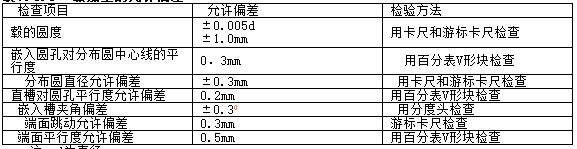
注:d为直径