RF1.7.1 金属风管制作检验批质量验收记录表填写范例
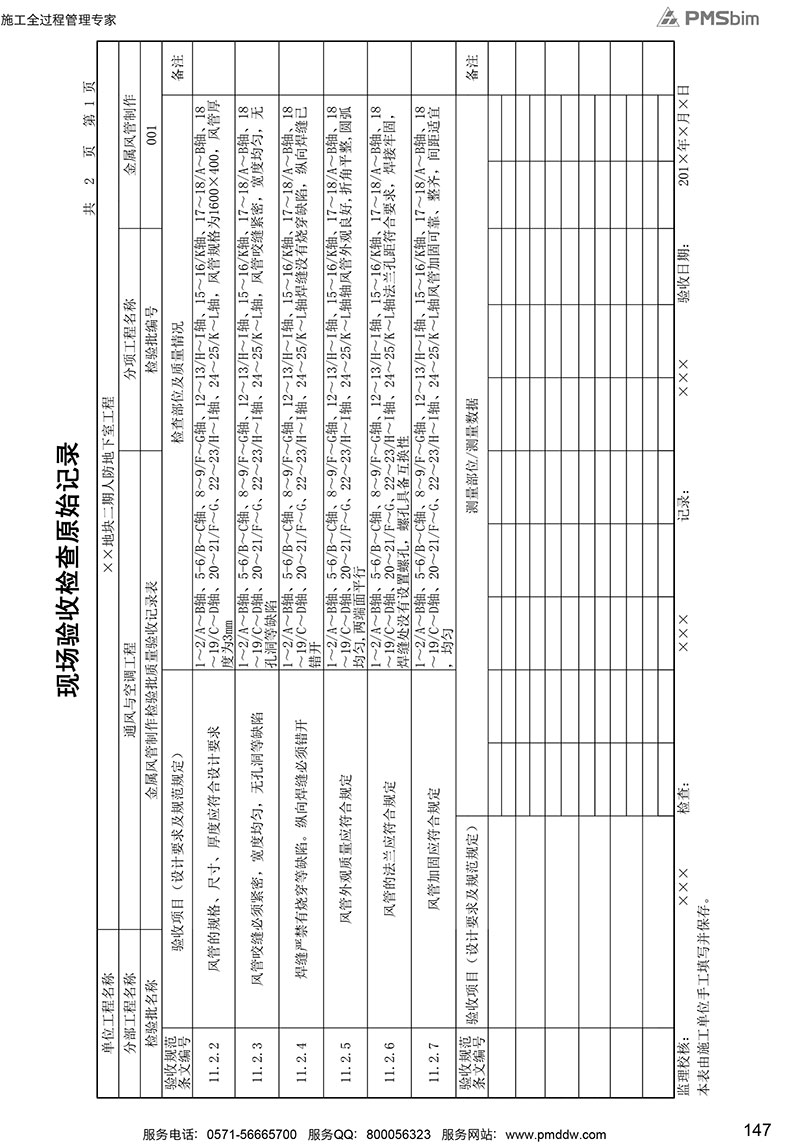
RF1.7.1 金属风管制作检验批质量验收记录表 现场验收检查原始记录
RF1.7.1 金属风管制作检验批质量验收记录表填写说明
一、【填表说明】
1.1金属风管制作工序:加工场地准备→主要施工工机具的准备→材料的检验→风管制作。
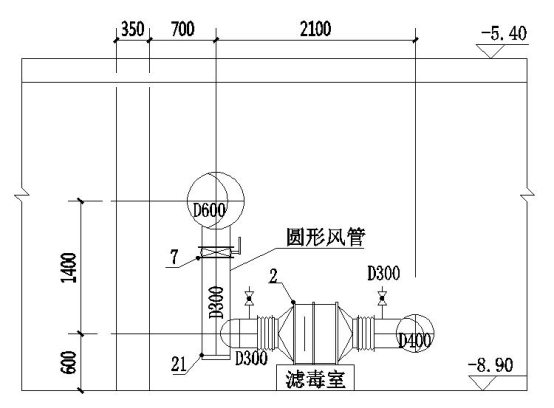
1.2人防风管制作一般分现场制作或工厂制作再运送到工地现场两种方式,人防区的风管分圆形风管和矩形风管,一般机房内风管采用圆形风管,人防洁净区一般采用矩形风管。
1.3根据上述工序则需要报验RF1.7.1金属风管制作检验批质量验收记录表。人防区域极少隐蔽。
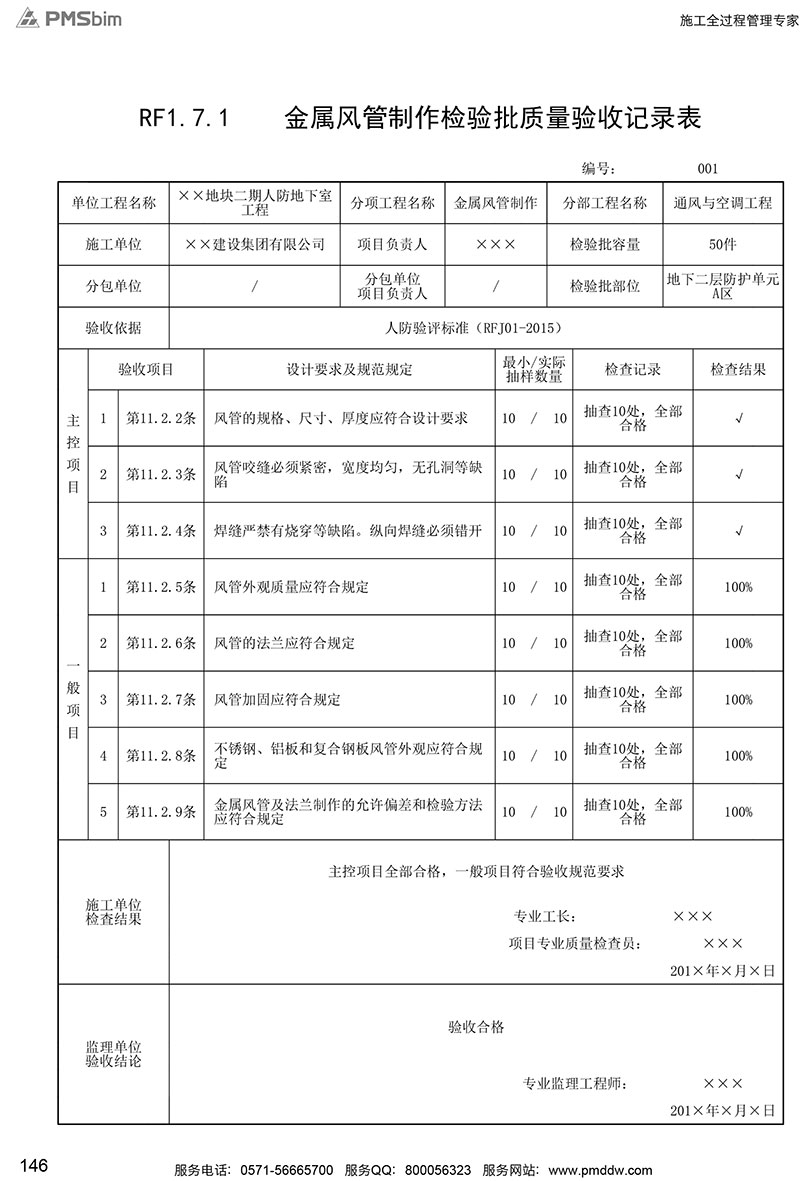
1.4如图1、图2所示:金属风管制作检验批容量根据风管的件数来确定,包括风管系统中的弯管、三通、四通、各类变径及异形管、导流叶片等。
图1
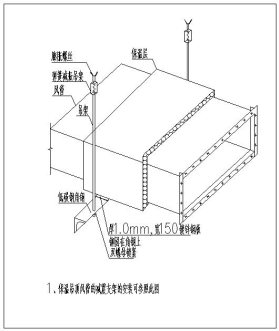
图2
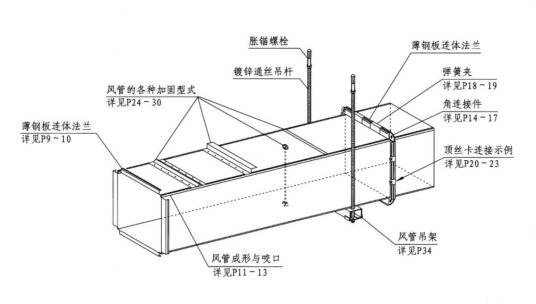
图3
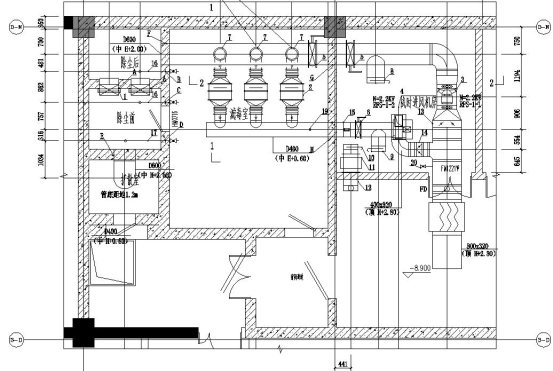
图4
RF1.7.1 金属风管制作检验批质量验收记录表
11.2 金属风管制作
11.2.1 本节适用于钢板、不锈钢板、铝板和复合钢板风管及法兰的制作。
检查数量 按制作数量抽查20%,且不得少于10件。
(I)主控项目
11.2.2 风管的规格、尺寸必须符合设计要求。染毒区风管应采用厚度2mm~3mm钢板焊接成型。
检验方法 尺量检查。
11.2.3 风管咬缝必须紧密,宽度均匀,无孔洞、半咬口和胀裂等缺陷。直管纵向缝错开。
检验方法 观察检查。
11.2.4 焊缝严禁有烧穿、焊和裂缝等缺陷。纵向焊缝必须错开。
检验方法 观察检查。
(II)一般项目
11.2.5 风管外观质量应符合下列规定:
折角平直,圆弧均匀,两端面平行,无明显翘角,表面凹凸不大于10mm;风管与法兰连接牢固,翻边基本平整,宽度不小于6mm紧贴法兰。
检验方法 观察和拉线、尺量检查。
11.2.6 风管的法兰应符合下列规定:
法兰的孔距符合设计要求和施工规范的规定,焊接牢固,焊缝处不设置螺孔,螺孔具备互换性。在染毒区应采用厚度大于5mm的钢制法兰。
检验方法 观察和尺量检查。
11.2.7 风管加固应符合下列规定:
加固牢固可靠、整齐,间距适宜、均匀。
检验方法 观察和手扳检查。
11.2.8 不锈钢、铝板和复合钢板风管外观应符合下列规定:
不锈钢板和铝板风管表面无明显刻痕,复合钢板风管表面无破损。
检验方法 观察和尺量检查。
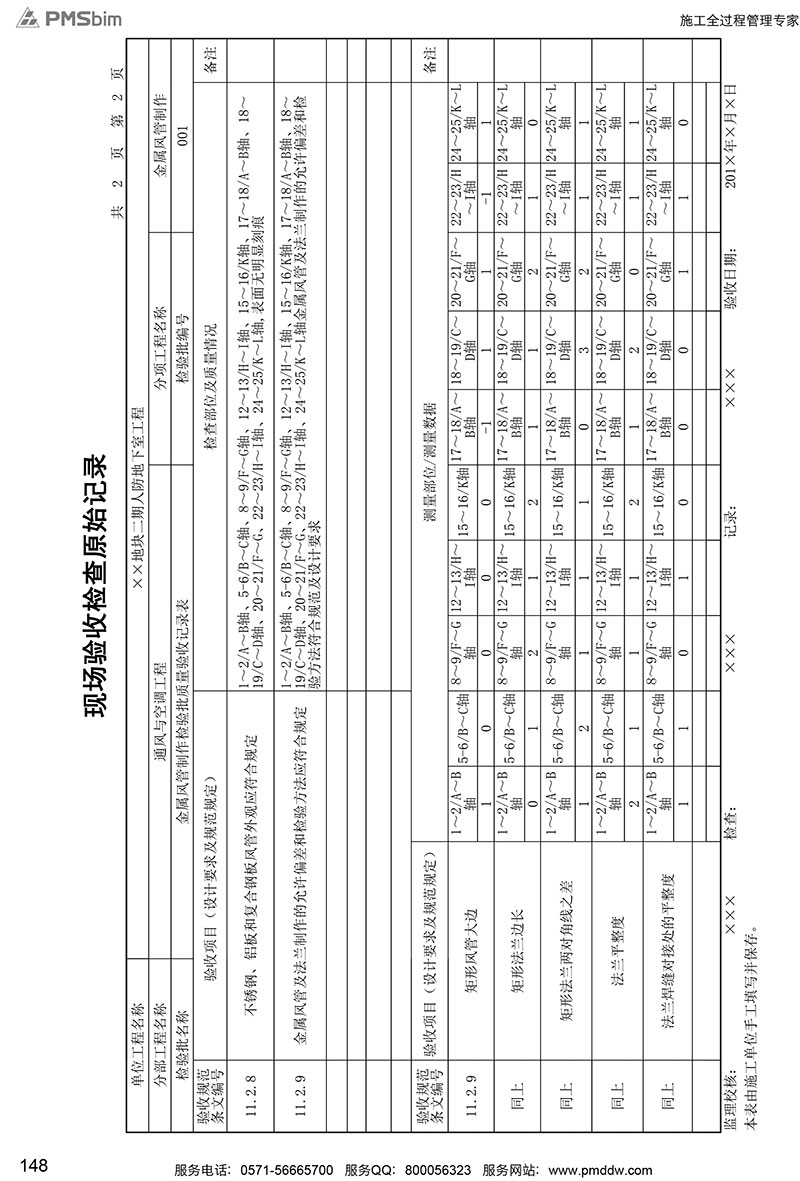
11.2.9 金属风管及法兰制作的允许偏差和检验方法应符合表11.2.9的规定。
表 11.2.9 金属风管及法兰制作的允许偏差和检验方法
|
序号
|
项目
|
允许偏差(mm)
|
检验方法
|
|
1
|
圆形风管外径
|
≤300mm
|
0 -1
|
用尺量互成90°的直径
|
|
>300mm
|
0 -2
|
|
2
|
矩形风管大边
|
≤300mm
|
0 -1
|
尺量检查
|
|
>300mm
|
0 -2
|
|
3
|
圆形风管外径
|
+2
0
|
用尺量互成90°的直径
|
|
4
|
矩形法兰变长
|
+2
0
|
用尺量四边
|
|
5
|
矩形法兰两对角线之差
|
3
|
尺量检查
|
|
6
|
法兰平整度
|
2
|
法兰放在平台上,用塞尺检查
|
|
7
|
法兰焊缝对接处的平整度
|
1
|