压型金属板工程检验批质量验收记录填写范例
压型金属板工程检验批质量验收记录填写说明
主控项目
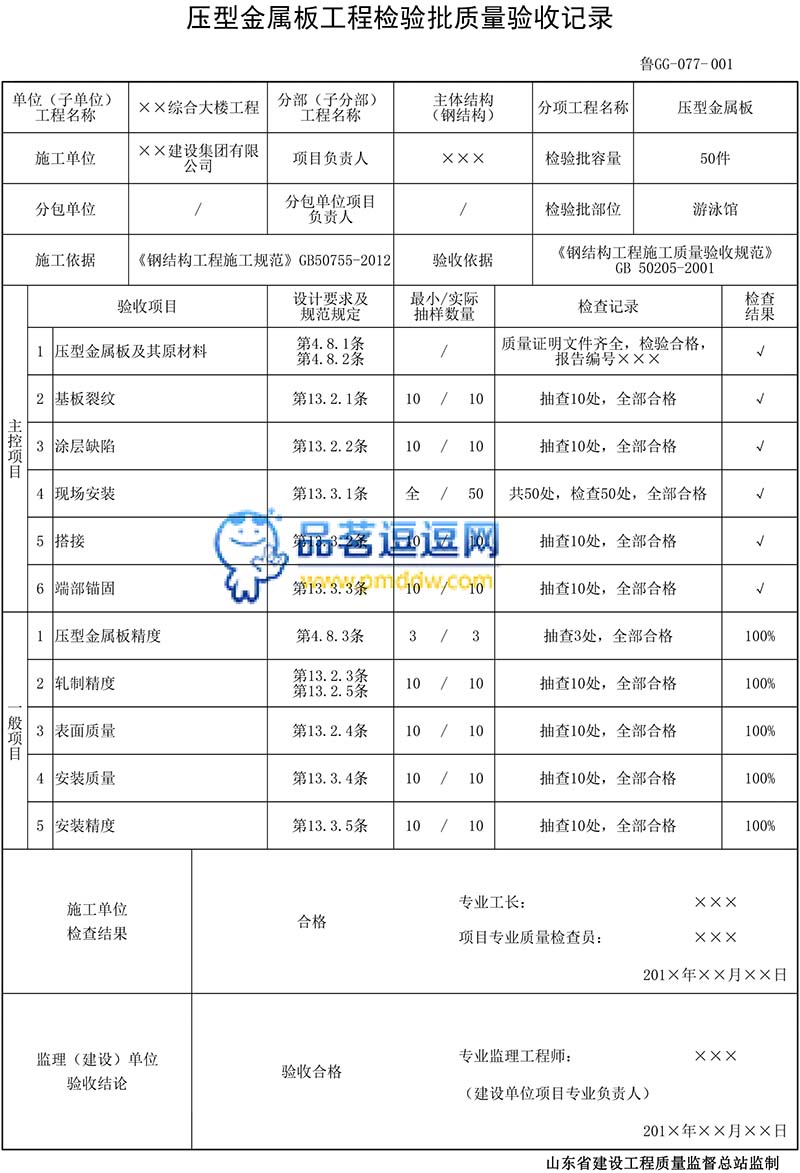
1.金属压型板及制造金属压型板所采用的原材料,压型金属泛水板、包角板和零配件,其品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。
2.压型金属板成型后,其基板不应有裂纹。
检查数量:按计件数抽查5%,且不应少于10件。
检验方法:观察和用10倍放大镜检查。
3.有涂层、镀层压型金属板成型后,涂、镀层不应有肉眼可见的裂纹、剥落和擦痕等缺陷。
检查数量:按计件数抽查5%,且不应少于10件。
检验方法:观察检查。
4.压型金属板、泛水板和包角板等应固定可靠、牢固,防腐涂料涂刷和密封材料敷设应完好,连接件数量、间距应符合设计要求和国家现行有关标准规定。
检查数量:全数检查。
检验方法:观察检查及尺量。
5.压型金属板应在支承构件上可靠搭接,搭接长度应符合设计要求,且不应小于表1-1所规定的数值。
检查数量:按搭接部位总长度抽查10%,且不应少于10m。
检验方法:观察和用钢尺检查。
表1-1 压型金属板在支承构件上的搭接长度(mm)
|
项 目
|
搭接长度
|
|
截面高度>70
|
375
|
|
截面高度≤70
|
屋面坡度<1/10
|
250
|
|
屋面坡度≥1/10
|
200
|
|
墙面
|
120
|
6.组合楼板中压型钢板与主体结构(梁)的锚固支承长度应符合设计要求,且不应小于50mm,端部锚固件连接应可靠,设置位置应符合设计要求。
检查数量:沿连接纵向长度抽查10%,且不应少于10m。
检验方法:观察和用钢尺检查。
一般项目
1.压型金属板的规格尺寸及允许偏差、表面质量、涂层质量等应符合设计要求和《电梯工程施工质量验收规范》GB50310的规定。
检查数量:每种规格抽查5%,且不应少于3件。
检验方法:观察和用10倍放大镜检查及尺量。
2.压型金属板的尺寸允许偏差应符合表2-1的规定,施工现场制作的允许偏差应符合表2-2的规定。
检查数量:按计件数抽查5%,且不应少于10件。
检验方法:用拉线和钢尺、角尺检查。
表2-1 压型金属板的尺寸允许偏差(mm)
|
项 目
|
允许偏差
|
|
波距
|
±2.0
|
|
波高
|
压型钢板
|
截面高度≤70
|
±1.5
|
|
截面高度>70
|
±2.0
|
|
侧向弯曲
|
在测量长度l 1的范围内
|
20.0
|
|
注:l 1为测量长度,指板长扣除两端各0.5m后的实际长度(小于10m)或扣除后任选的10m长度。
|
表2-2 压型金属板施工现场制作的允许偏差(mm)
|
项 目
|
允许偏差
|
|
压型金属板的覆盖宽度
|
截面高度≤70
|
+10.0,-2.0
|
|
截面高度>70
|
+6.0,-2.0
|
|
板长
|
±9.0
|
|
横向剪切偏差
|
6.0
|
|
泛水板、包角板尺寸
|
板长
|
±6.0
|
|
折弯面宽度
|
±3.0
|
|
折弯面夹角
|
2°
|
3.压型金属板成型后,表面应干净,不应有明显凹凸和皱褶。
检查数量:按计件数抽查5%,且不应少于10件。
检验方法:观察检查。
4.压型金属板安装应平整、顺直,板面不应有施工残留物和污物。檐口和墙面下端应呈直线,不应有未经处理的错钻孔洞。
检查数量:按面积抽查10%,且不应少于10m2。
检验方法:观察检查。
5.压型金属板安装的允许偏差应符合表3-1的规定。
检查数量:檐口与屋脊的平行度:按长度抽查10%,且不应少于10m。其他项目:每20m长度应抽查1处,不应少于2处。
检验方法:用拉线、吊线和钢尺检查。
表3-1 压型金属板安装的允许偏差(mm)
|
项 目
|
允许偏差
|
|
屋面
|
檐口与屋脊的平行度
|
12.0
|
|
压型金属板波纹线对屋脊的垂直度
|
L/800,且不应大于25.0
|
|
檐口相邻两块压型金属板端部错位
|
6.0
|
|
压型金属板卷边板件最大波浪高
|
4.0
|
|
墙面
|
墙板波纹线的垂直度
|
H/800,且不应大于25.0
|
|
墙板包角板的垂直度
|
H/800,且不应大于25.0
|
|
相邻两块压型金属板的下端错位
|
6.0
|
|
注:1 L为屋面半坡或单坡长度;
2 H为墙面高度。
|