钢结构焊钉(栓钉)焊接工程检验批质量验收记录填写范例
钢结构焊钉(栓钉)焊接工程检验批质量验收记录填写说明
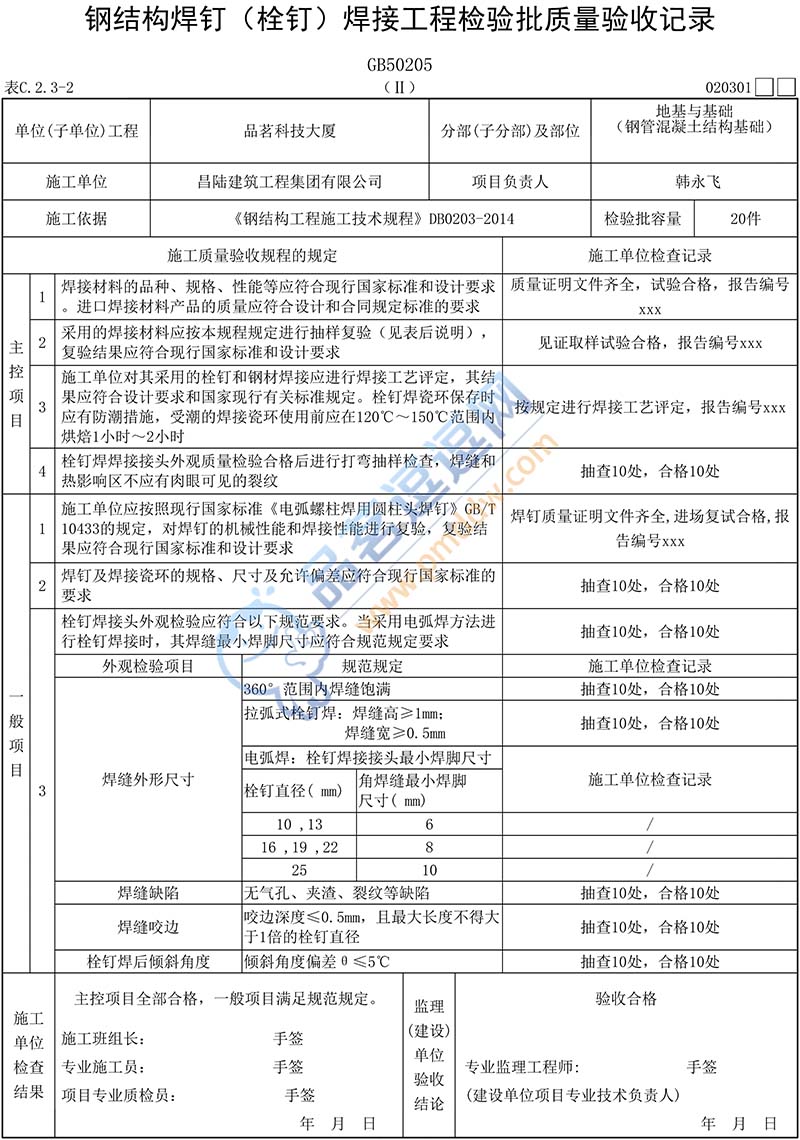
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
说 明
010212
(Ⅱ) 020301
检验批划分原则:
可按相应的构件类型、加工批次和数量划分检验批或按钢结构安装工程检验批的划分原则划分。
检验批质量验收合格应符合下列规定:
1 主控项目必须符合本规程质量要求;
2 一般项目的质量应经抽样检验合格;当采用计数抽样时,合格点率应达到80%及以上,且不得存在严重缺陷;有允许偏差的项目,其最大值(或最小值)不应超过其允许偏差值的1.2倍。
主控项目:
1 检查数量:全数检查。
检查方法:检查焊接材料的质量合格证明文件、中文产品标识及检验报告等。
2 检查数量:全数检查。
检查方法:见证取样送样,检查复验报告。以下情况之一的钢结构所采用的焊接材料应按其产品标准的要求进行抽样复验:1)结构安全等级为一级的一、二级焊缝。2)结构安全等级为二级的一级焊缝。3)需要进行疲劳验算构件的焊缝。4)材料混批,或质量证明文件不齐全的焊接材料。5)设计文件或合同文件要求复验的焊接材料。
3 检查数量:全数检查。
检验方法:检查焊接工艺评定报告和烘焙记录。
4 检查数量:每检查批的1%且不应少于10个。
检验方法:栓钉弯曲30°后用角尺检查和观察检查。
一般项目:
1 检查数量:每个批号进行一组复验(包括5个拉伸,5个弯曲试验)。
检验方法:见证取样送样,检查复验报告。
2 检查数量:按批量抽查1%,且不应少于10套。
检验方法:用钢尺和游标卡尺量测。
3 检查数量:检查批栓钉数量的1%,且不应少于10个。
检验方法:目测、钢尺、焊缝量规、放大镜,角度尺检测。