铝合金结构原材料及成品进场检验批质量验收记录
铝合金结构原材料及成品进场检验批质量验收记录
铝合金结构原材料及成品进场检验批质量验收记录
说 明
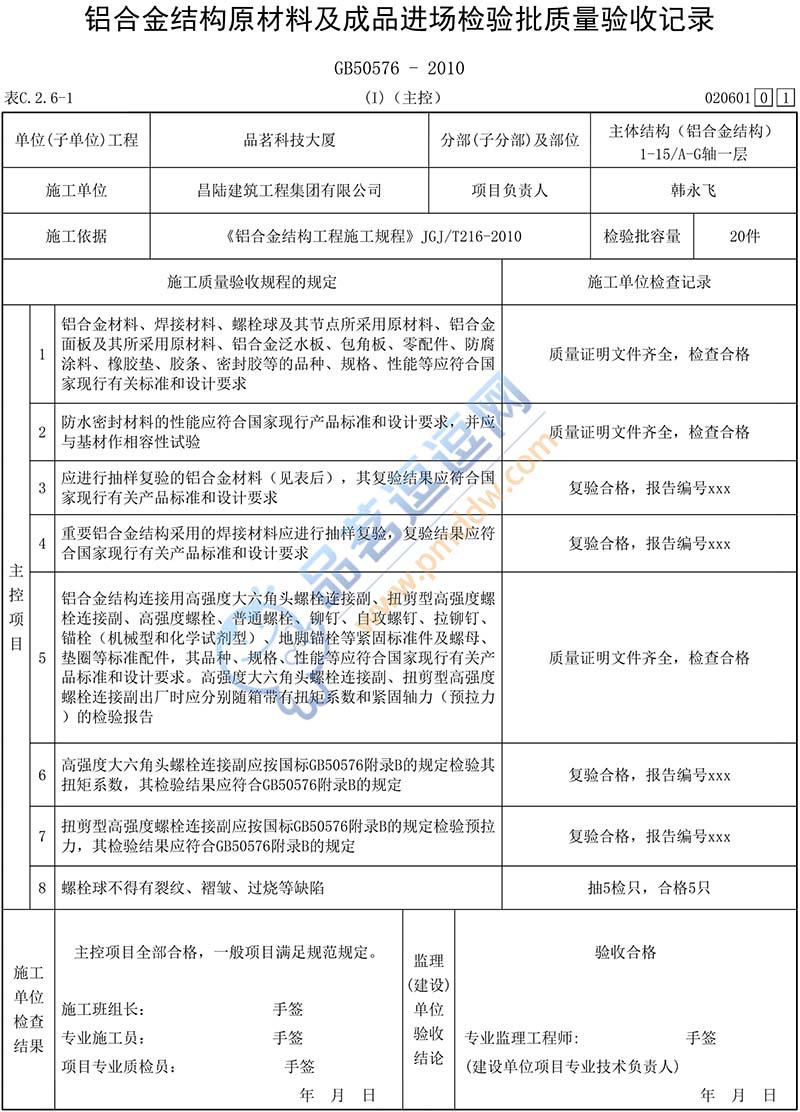
(I)(主控)
020601
检验批划分原则:
单层铝合金安装工程应按变形缝或空间刚度单元来划分检验批,多层铝合金结构安装工程应按楼层或施工段来划分检验批。也可根据进料实际情况划分检验批。
检验批质量验收合格应符合下列规定:
1 主控项目必须全数符合规范合格质量标准的要求。
2 一般项目的质量应经抽样检验合格;当采用计数抽样时,合格点率应达到80%及以上,且不得存在严重缺陷;有允许偏差的项目,其最大值不应超过其允许偏差值的1.2倍。
3 质量检查记录、质量证明文件等资料应完整。
主控项目:
1 检查数量:全数检查。
检验方法:检查质量合格证明文件、标识及检验报告等。
2 检查数量:全数检查。
检验方法:检查产品的质量合格证明文件、标识及检验报告等。
3 对属于下列情况之一的铝合金材料,应进行抽样复验:
①建筑结构安全等级为一级,铝合金主体结构中主要受力构件所采用的铝合金材料;
②设计有复验要求的铝合金材料;
③对质量有疑义的铝合金材料。
检查数量:全数检查。检验方法:检查复验报告。
4 检查数量:全数检查。
检验方法:检查复验报告。
5 检查数量:全数检查。
检验方法:检查产品的质量合格证明文件、标识及检验报告等。
6 检查数量:复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验。
检验方法:检查复验报告。
注:高强度螺栓连接副扭矩检验应含初拧、复拧、终拧扭矩的现场无损检验。检验所用的扭矩扳手其扭矩精度误差不应大于3%。扭矩法检验方法:在螺尾端头和螺母相对位置划线,将螺母退回60°左右,用扭矩扳手测定拧回至原来位置时的扭矩值。该扭矩值与施工扭矩值的偏差在10%以内为合格。
转角法检验方法:
1)检查初拧后在螺母与相对位置所画的终拧起始线和终止线所夹的角度是否达到规定值。
2) 在螺尾端头和螺母相对位置画线,然后全部卸松螺母,在按规定的初拧扭矩和终拧角度重新拧紧螺栓,观察与原画线是否重合。终拧转角偏差在10°以内为合格。
7 检查数量:复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验。
检验方法:检查复验报告。
注:扭剪型高强度螺栓施工扭矩检验方法:观察尾部梅花头拧掉情况。尾部梅花头被拧掉者视同其终拧扭矩达到合格质量标准;尾部梅花头未被拧掉者应按上条所述的扭矩法或转角法检验。
8 检查数量:每种规格抽查5%,且不应少于5只。
检验方法:用10倍放大镜观察和表面探伤。
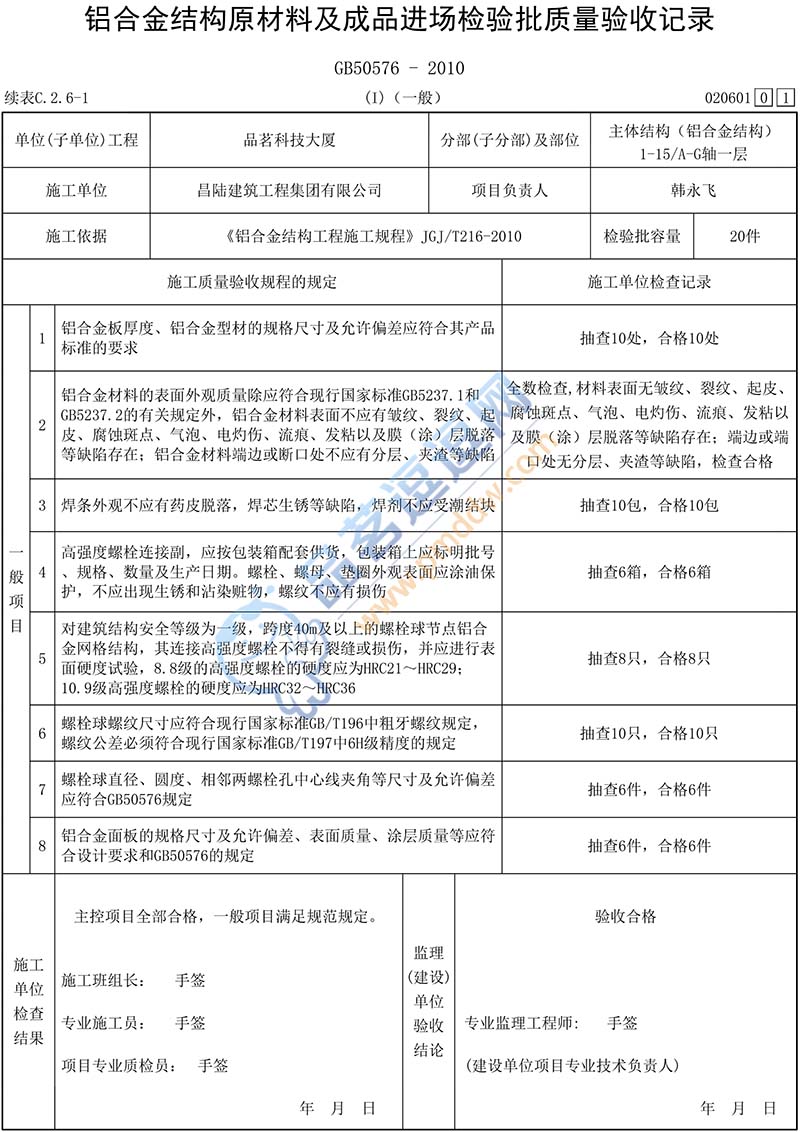
一般项目:
1 检查数量:每一品种、规格的铝合金板(型材)抽查5处。
检验方法:用钢尺和游标卡尺量测。
2 检查数量:全数检查。
检验方法:观察检查。
3 检查数量:按量抽查不少于1010,且不应少于10包。
检验方法:观察检查。
4 检查数量:按包装箱数抽查5%,且不应少于3箱。
检验方法:观察检查。
5 检查数量:按规格抽查8只。
检验方法:硬度计、10倍放大镜或磁粉探伤。
6 检查数量:每种规格抽查5%,且不应少于5只。
检验方法:用标准螺纹规。
7 检查数量:每一种规格按数量抽查5%,且不应少于3个。
检验方法:用卡尺和分度头仪检查。
8 检查数量:每种规格抽查5%,且不应少于3件。
检验方法:观察、用10倍放大镜检查及尺量。