铝合金结构焊接工程检验批质量验收记录填写范例
铝合金结构焊接工程检验批质量验收记录填写说明
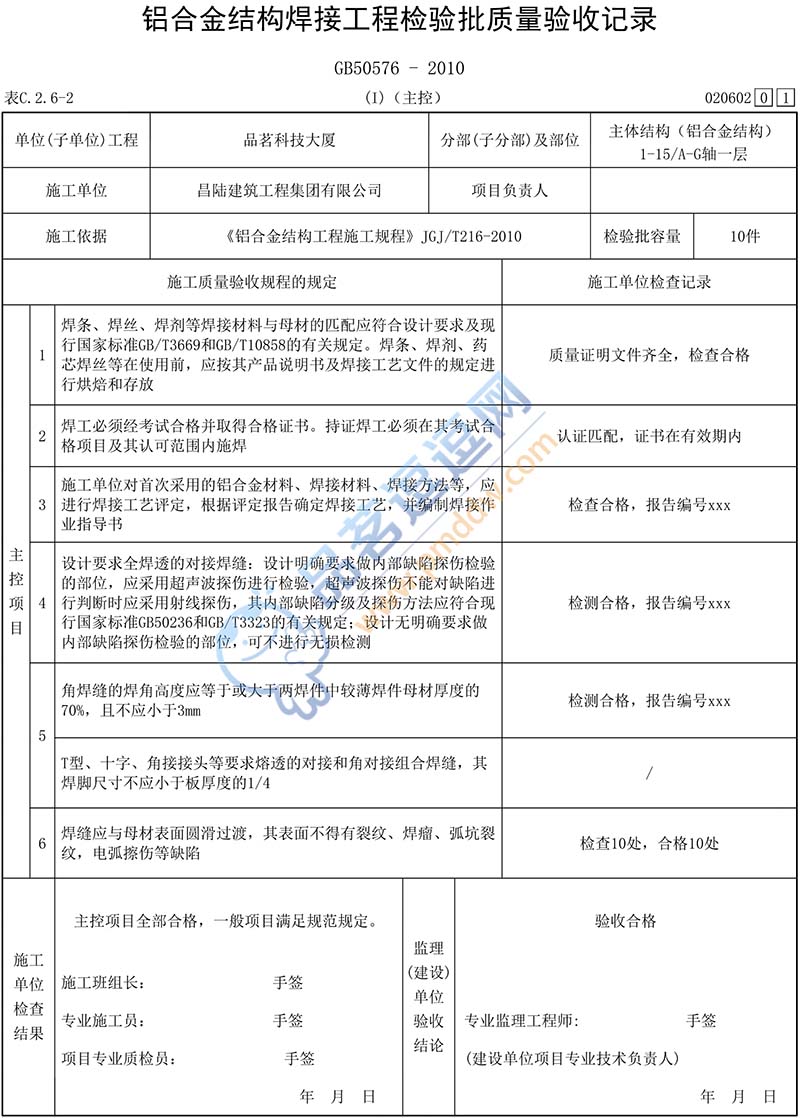
铝合金结构焊接工程检验批质量验收记录
说 明
(I)(主控)
020602
检验批划分原则:
单层铝合金安装工程应按变形缝或空间刚度单元来划分检验批,多层铝合金结构安装工程应按楼层或施工段来划分检验批。
检验批质量验收合格应符合下旬规定:
1 主控项目必须全数符合规范合格质量标准的要求。
2 一般项目的质量应经抽样检验合格;当采用计数抽样时,合格点率应达到80%及以上,且不得存在严重缺陷;有允许偏差的项目,其最大值不应超过其允许偏差值的1.2倍。
3 质量检查记录、质量证明文件等资料应完整。
主控项目:
1 检查数量:全数检查。
检验方法:检查质量证明书、烘焙记录和材料用量证明。
2 检查数量:全数检查。
检验方法:检查焊工合格证及有效期。
注:焊缝施焊后应在工艺规定的焊缝及部位打上焊工钢印。
3 检查数量:全数检查。
检验方法:检查焊接工艺评定报告及焊接作业指导书。
4 检查数量:全数检查。
检验方法:检查超声波或射线探伤记录。
注:对于需要进行焊缝探伤检验的铝合金结构,宜在完成焊接24h后,进行焊缝探伤检验。
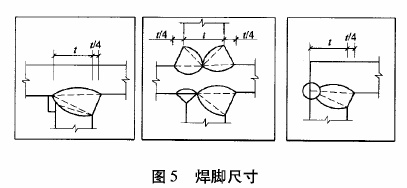
5 检查数量:资料全数检查;同类焊缝抽查10%,且不应少于3条。
检验方法:观察检查,用焊缝量规抽查测量。
注:焊脚尺寸应符合下图5的规定。(t为板的厚度)
6 检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透探伤检查。
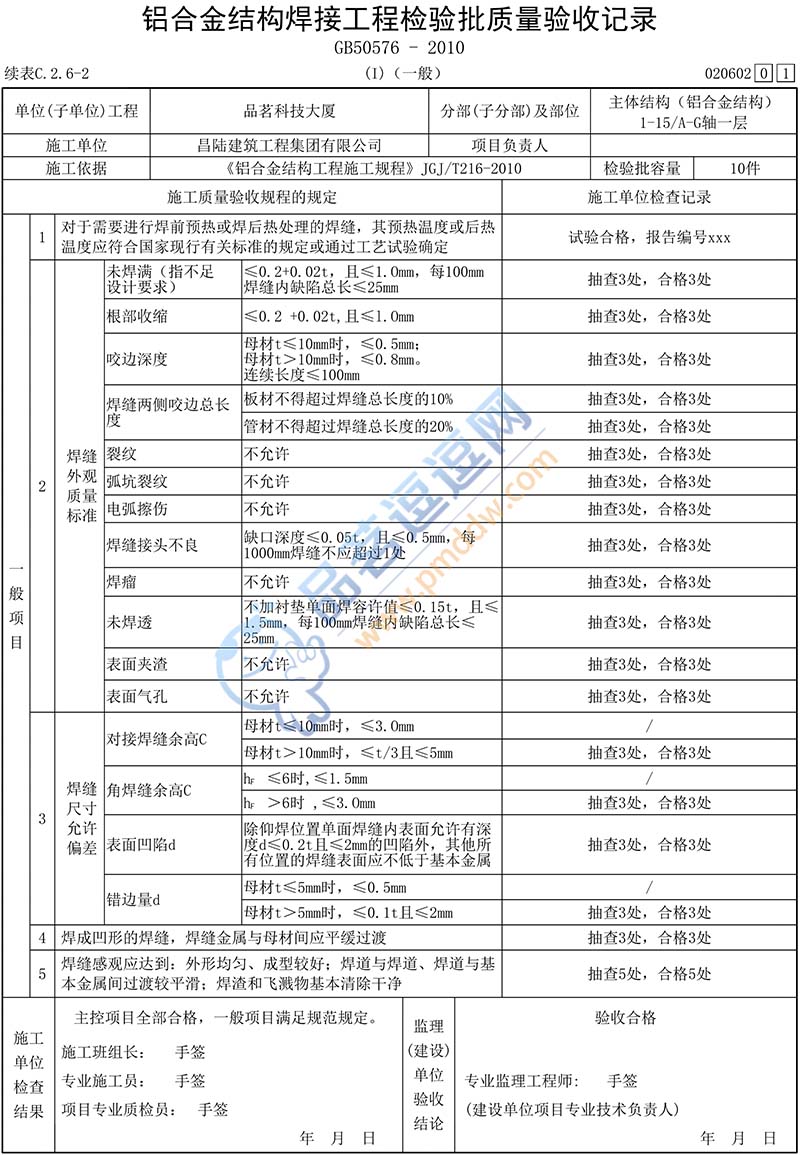
一般项目:
1 检查数量:全数检查。
检验方法:检查预、后热施工记录和工艺试验报告。
2 检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
注:t为连接处较薄的板厚;表中数值均为正值。
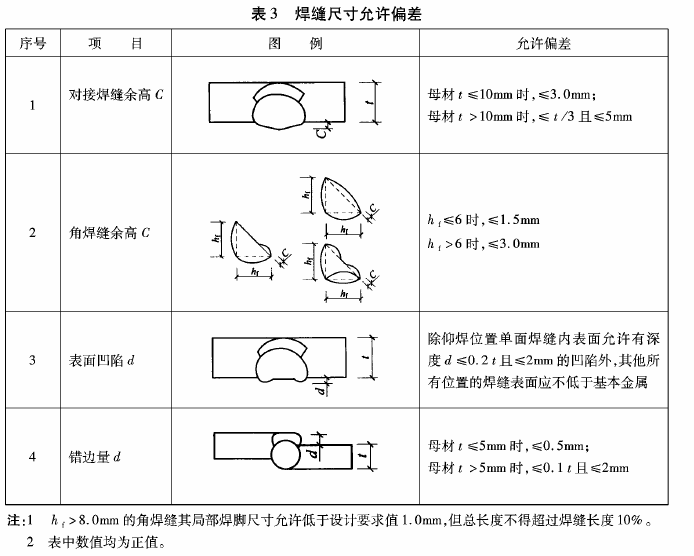
3 检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:用焊缝量规检查。焊缝尺寸允许偏差应符合下表3的规定。
4 检查数量:每批同类构件抽查10%,且不应少于3件。
检验方法:观察检查。
5 检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类焊缝按数量各抽查5%.总抽查处不应少于5处。
检验方法:观察检查。