铝合金结构零部件加工工程检验批质量验收记录填写范例
铝合金结构零部件加工工程检验批质量验收记录填写说明
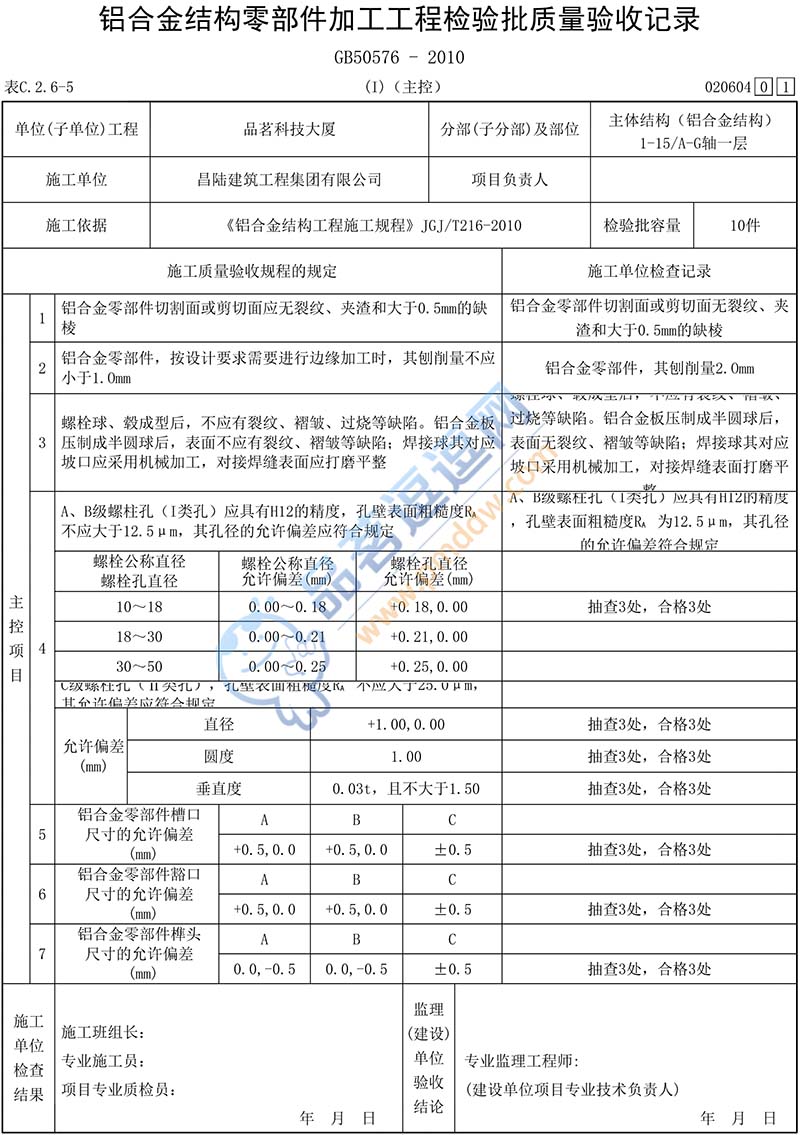
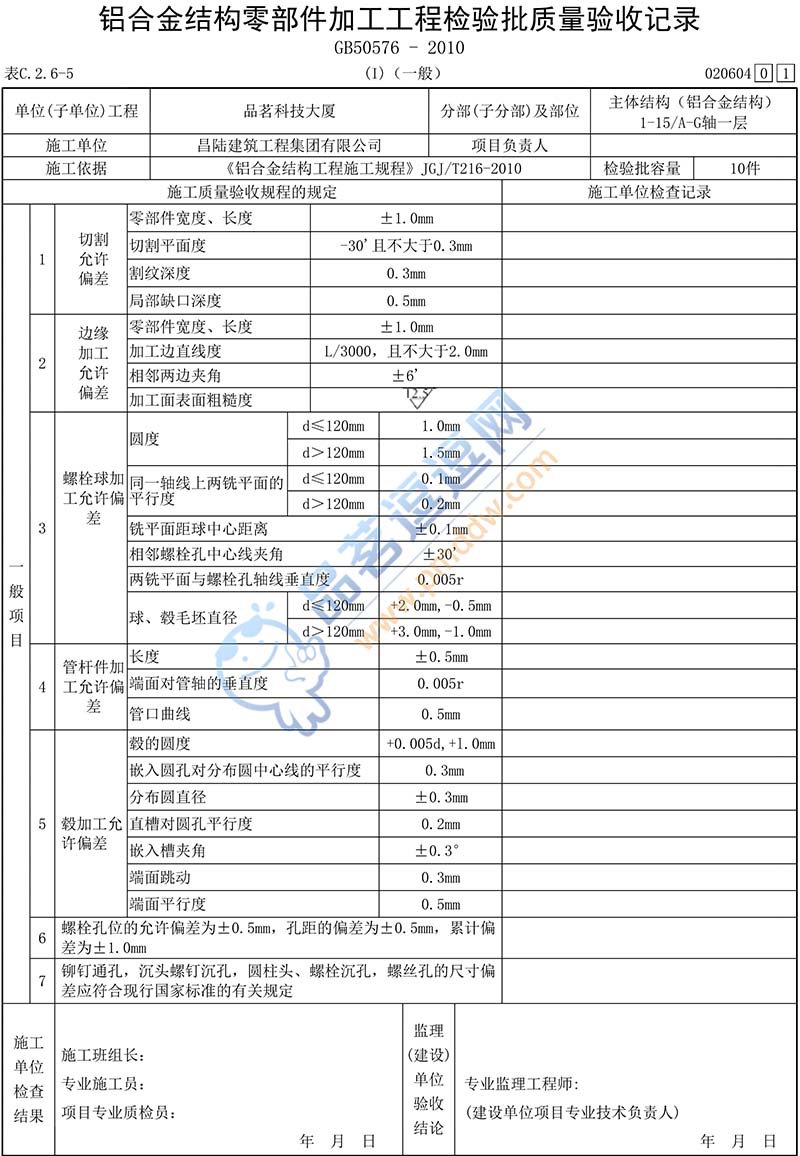
铝合金结构零部件加工工程检验批质量验收记录
说 明
(I)(主控)
020604
检验批划分原则:
单层铝合金安装工程应按变形缝或空间刚度单元来划分检验批,多层铝合金结构安装工程应按楼层或施工段来划分检验批。也可根据进料实际情况划分检验批。
检验批质量验收合格应符合下列规定:
1 主控项目必须全数符合规范合格质量标准的要求。
2 一般项目的质量应经抽样检验合格;当采用计数抽样时,合格点率应达到80%及以上,且不得存在严重缺陷;有允许偏差的项目,其最大值不应超过其允许偏差值的1.2倍。
3 质量检查记录、质量证明文件等资料应完整。
主控项目:
1 检查数量:全数检查。
检验方法:观察或用放大镜及百分尺检查。
2 检查数量:全数检查。
检查方法:检查工艺报告和施工记录。
3 检查数量:每种规格抽查10%,且不应少于5个。
检验方法:10倍放大镜观察检查或表面探伤。
4 检查数量:按构件数量抽查10%,且不应少于3件。
检验方法:用游标卡尺或孔径量规、粗糙度仪检查。
注:f为厚度
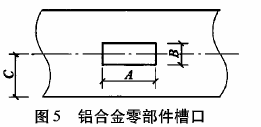
5 检查数量:按槽口数量抽查10%,且不应小于3处。
检验方法:游标卡尺和卡尺。
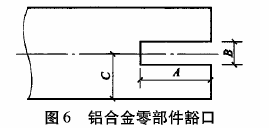
6 检查数量:按豁口数量抽查10%,且不应小于3处。
检验方法:游标卡尺和卡尺。
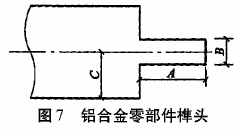
7 检查数量:按榫头数量抽查10%,且不应小于3处。
检验方法:游标卡尺和卡尺。
一般项目:
1 检查数量:按切割面数抽查10%,且不应小于3个。
检查方法:卷尺、游标卡尺、分度头检查。
2 检查数量:按加工面数抽查10%,且不应少于3件。
检验方法:观察检查和实测检查。
注:L为加工边边长。
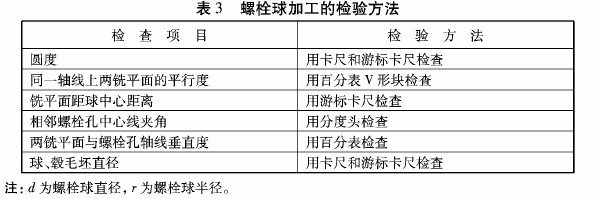
3 检查数量:每种规格抽查10%,且不少于5个。
检验方法:见表3。
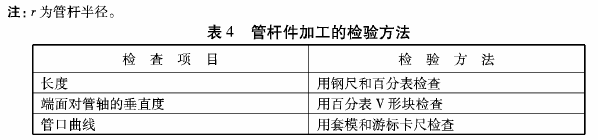
4 检查数量:每种规格抽查10%,且不少于5根。
检验方法:见表4。
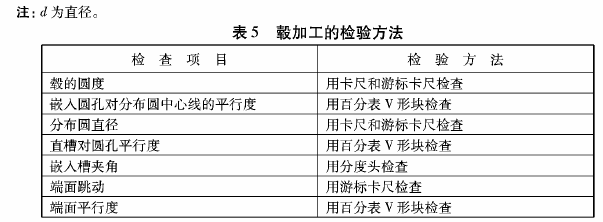
5 检查数量:每种规格抽查10%,且不应少于5个。
检验方法:见表5。
6 检查数量:按构件数量抽查10%,且不应少于3件。
检验方法:用钢尺及游标卡尺配合检查。
7 检查数量:按构件数量抽查10%,且不应少于3件。
检验方法:用游标卡尺或孔径量规检查。