风管与配件产成品检验批质量验收记录(非金属风管)填写范例

风管与配件产成品检验批质量验收记录(非金属风管)填写说明
|
|
|
|
|
说 明
|
|
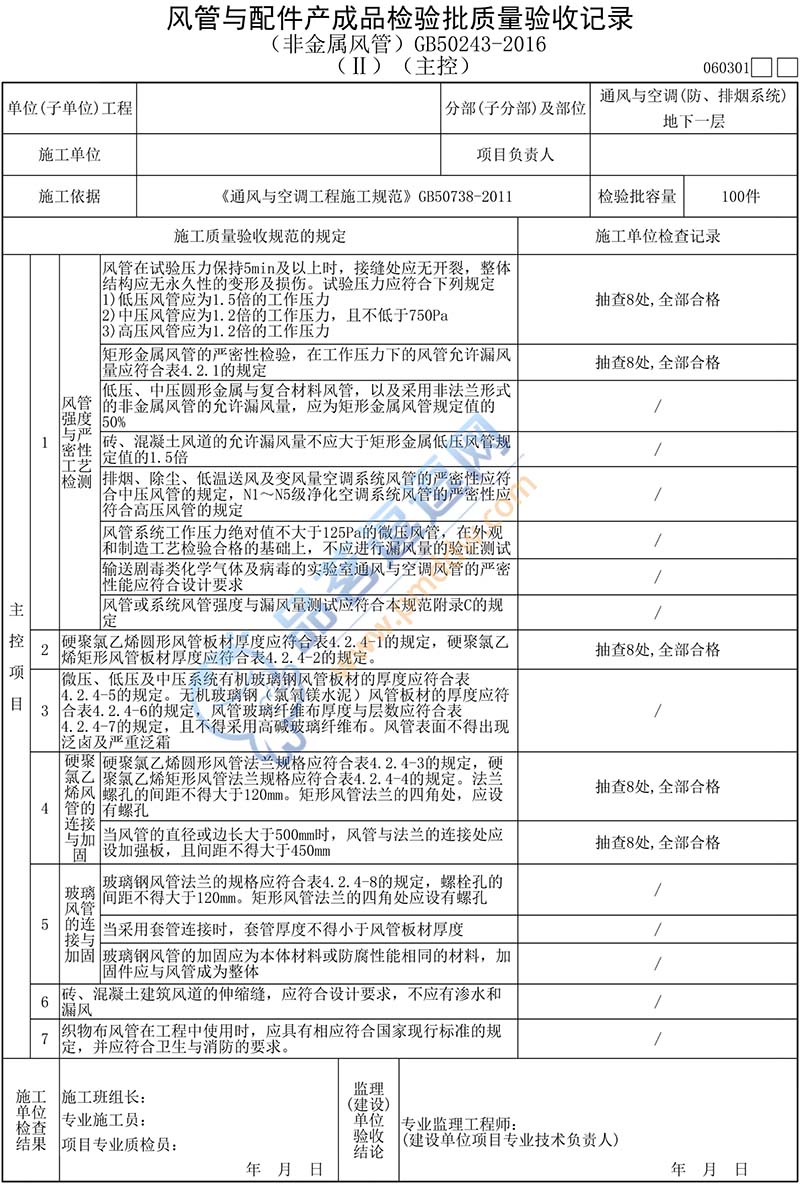
(Ⅱ)(主控) 060301
|
|
检验批划分原则:
|
|
|
按材料、加工工艺、系统类别划分检验批。
|
|
主控项目
|
|
|
1.检查数量:按I方案。
检查方法:按风管系统的类别和材质分别进行,查阅产品合格证和测试报告,或实测旁站。
|
|
表4.2.1风管允许漏风量
|
|
|
风管类别
|
允许漏风量[m3/(h·m2)]
|
|
|
低压风管
|
Ql≤0.1056P0.65
|
|
中压风管
|
Qm≤0.0352P0.65
|
|
高压风管
|
Qh≤0.0117P0.65
|
|
注:Ql为低压风管允许漏风量,Qm为中压风管允许漏风量,Qh为高压风
|
|
管允许漏风量,P为系统风管工作压力(Pa)。
|
|
|
2.检查数量:按I方案。
检查方法:观察检查、尺量、查验材料质量证明书、产品合格证。
|
|
表4.2.4-1硬聚氯乙烯圆形风管板材厚度(mm)
|
|
|
风管直径D
|
板材厚度
|
|
|
微压、低压
|
中压
|
|
D≤320
|
3.0
|
4.0
|
|
320
|
4.0
|
6.0
|
|
800
|
5.0
|
8.0
|
|
1200
|
6.0
|
10.0
|
|
D>2000
|
按设计要求
|
|
表4.2.4-2硬聚氯乙烯矩形风管板材厚度(mm)
|
|
|
风管长边尺寸b
|
板材厚度
|
|
|
微压、低压
|
中压
|
|
b≤320
|
3.0
|
4.0
|
|
320
|
4.0
|
5.0
|
|
500
|
5.0
|
6.0
|
|
800
|
6.0
|
8.0
|
|
1250
|
8.0
|
10.0
|
|
|
3.检查数量:按I方案。
检查方法:观察检查、尺量、查验材料质量证明书、产品合格证。
|
|
表4.2.4-5微压、低压、中压有机玻璃钢风管板材厚度(mm)
|
|
|
圆形风管直径D或矩形风管长边尺寸b
|
壁厚
|
|
|
D(b)≤200
|
2.5
|
|
200
|
3.2
|
|
400
|
4
|
|
630
|
4.8
|
|
1000
|
6.2
|
|
表4.2.4-6微压、低压、中压有机玻璃钢风管板材厚度(mm)
|
|
|
圆形风管直径D或矩形风管长边尺寸b
|
壁厚
|
|
|
D(b)≤300
|
2.5~3.5
|
|
300
|
3.5~4.5
|
|
500
|
4.5~5.5
|
|
1000
|
5.5~6.5
|
|
1500
|
6.5~7.5
|
|
D(b)>2000
|
7.5~8.5
|
|
|
|
|
|
|
说 明
|
|
(Ⅱ)(主控) 060301
|
|
表4.2.4-7微压、低压、中压系统无极玻璃钢风管玻璃纤维布厚度与层数(mm)
|
|
|
|
|
|
|
|
|
4.检查数量:按I方案。
检查方法:观察检查、尺量、查验材料质量证明书、产品合格证。
|
|
表4.2.4-3硬聚氯乙烯圆形风管法兰规格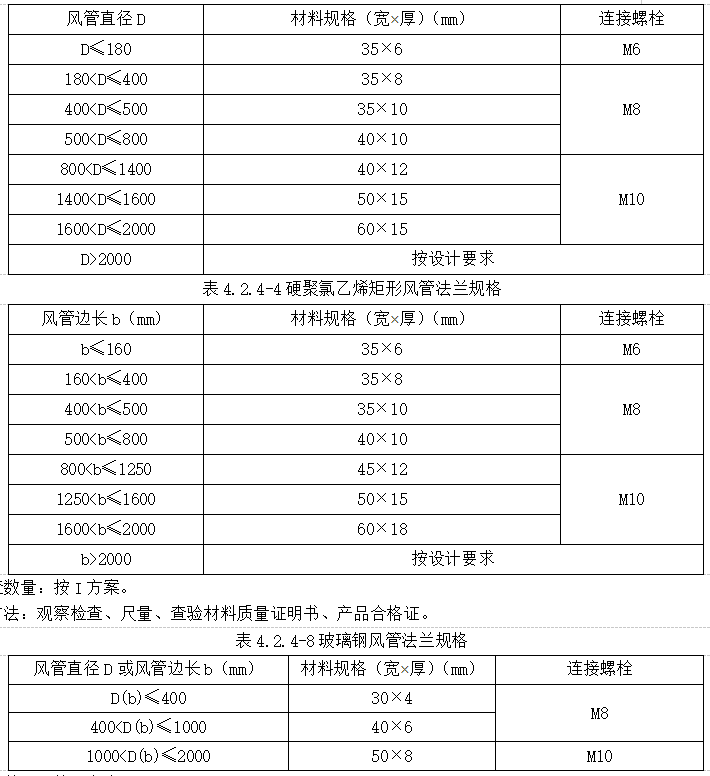
|
|
|
|
6.检查数量:按I方案。
检查方法:观察检查、尺量、查验材料质量证明书、产品合格证。
7.检查数量:按I方案。
检查方法:观察检查、尺量、查验材料质量证明书、产品合格证。
|
|
|
|
|
|
|
|
|
|
说 明
|
|
|
(Ⅱ)(一般) 060301
|
|
一般项目:
|
|
|
用到的规范条款
|
|
|
第4.3.1条第1款
|
|
金属法兰连接风管的制作应符合下列规定:
1)风管与配件的咬口缝应紧密、宽度应一致、折角应平直、圆弧应均匀,且两端面应平行。风管不应有明显的扭曲与翘角,表面应平整,凹凸不应大于lOmm。
2)当风管的外径或外边长小于或等于300mm时,其允许偏差不应大于2mm;当风管的外径或外边长大于300mm时,不应大于3mm。管口平面度的允许偏差不应大于2mm;矩形风管两条对角线长度之差不应大于3mm,圆形法兰任意两直径之差不应大于3mm。
3)焊接风管的焊缝应饱满、平整,不应有凸瘤、穿透的夹渣和气孔、裂缝等其他缺陷。风管目测应平整,不应有凹凸大于lOmm的变形。
4)风管法兰的焊缝应熔合良好、饱满,无假焊和孔洞。法兰外径或外边长及平面度的允许偏差不应大于2mm。同一批量加工的相同规格法兰的螺孔排列应一致,并应具有互换性。
5)风管与法兰采用铆接连接时,铆接应牢固,不应有脱铆和漏铆现象;翻边应平整、紧贴法兰,宽度应一致,且不应小于6mm;缝及矩形风管的四角处不应有开裂与孔洞。
6)风管与法兰采用焊接连接时,焊缝应低于法兰的端面。除尘系统风管宜采用内侧满焊,外侧间断焊形式。当风管与法兰采用点焊固定连接时,焊点应融合良好,间距不应大于lOOmm;法兰与风管应紧贴,不应有穿透的缝隙与孔洞。
7)镀锌钢板风管表面不得有10%以上的白花、锌层粉化等镀锌层严重损坏的现象。
8)当不锈钢板或铝板风管的法兰采用碳素钢材时,材料规格应符合本规范第4.2.3条的规定,并应根据设计要求进行防腐处理;铆钉材料应与风管材质相同,不应产生电化学腐蚀。
|
|
第4.3.2条第2款
|
|
有机玻璃钢风管的制作应符合下列规定:
1)风管两端面应平行,内表面应平整光滑、无气泡,外表面应整齐,厚度应均匀,且边缘处不应有毛刺及分层现象
2)法兰与风管的连接应牢固,内角交界处应采用圆弧过渡。管口与风管轴线成直角,平面度的允许偏差不应大于3mm;螺孔的排列应均匀,至管口的距离应一致,允许偏差不应大于2mm。
3)风管的外径或边长尺寸的允许偏差应大于3mm,圆形风管的任意正交两直径之差不应大于5mm,矩形风管的两对角线之差不应大于5mm。
4)矩形玻璃钢风管的边长大于900mm,且管段长度大于1250mm时,应采取加固措施。加固筋的分布应均匀整齐。
|
|
|
1.检验数量:按Ⅱ方案。
检验方法:查验测试记录,观察和尺量检查。
|
|
表4.3.2-1聚氯乙烯板焊接缝形式及使用范围
|
|
|
憾缝形式
|
图示
|
焊缝高度
(mm)
|
板材厚度
(mm)
|
坡口角度
α(°)
|
适用范围
|
|
|
V形对接焊缝
|
|
2~3
|
3~5
|
70~90
|
单面焊的风管
|
|
X形对接焊缝
|
|
2~3
|
≥5
|
70~90
|
风管法兰及厚板的拼接
|
|
搭接焊缝
|
|
≥最小板厚
|
3~10
|
-
|
风管或配件的加固
|
|
角焊缝(无坡口)
|
|
2~3
|
6~18
|
-
|
|
|
≥最小板厚
|
≥3
|
-
|
风管配件的角焊
|
|
V形单面角焊缝
|
|
2~3
|
3~8
|
70~90
|
风管角部焊接
|
|
V形双面角焊缝
|
|
2~3
|
6~15
|
70~90
|
厚壁风管角部焊接
|
|
|
|
|
|
说 明
|
|
(Ⅱ)(主控) 060601
|
|
检验批划分原则:
|
|
|
按材料、加工工艺、系统类别划分检验批。
|
|
主控项目
|
|
|
1.检查数量:按I方案。
检查方法:按风管系统的类别和材质分别进行,查阅产品合格证和测试报告,或实测旁站。
|
|
表4.2.1风管允许漏风量
|
|
|
风管类别
|
允许漏风量[m3/(h·m2)]
|
|
|
低压风管
|
Ql≤0.1056P0.65
|
|
中压风管
|
Qm≤0.0352P0.65
|
|
高压风管
|
Qh≤0.0117P0.65
|
|
注:Ql为低压风管允许漏风量,Qm为中压风管允许漏风量,Qh为高压风
|
|
管允许漏风量,P为系统风管工作压力(Pa)。
|
|
|
2.检查数量:按I方案。
检查方法:观察检查、尺量、查验材料质量证明书、产品合格证。
|
|
表4.2.4-1硬聚氯乙烯圆形风管板材厚度(mm)
|
|
|
风管直径D
|
板材厚度
|
|
|
微压、低压
|
中压
|
|
D≤320
|
3.0
|
4.0
|
|
320
|
4.0
|
6.0
|
|
800
|
5.0
|
8.0
|
|
1200
|
6.0
|
10.0
|
|
D>2000
|
按设计要求
|
|
表4.2.4-2硬聚氯乙烯矩形风管板材厚度(mm)
|
|
|
风管长边尺寸b
|
板材厚度
|
|
|
微压、低压
|
中压
|
|
b≤320
|
3.0
|
4.0
|
|
320
|
4.0
|
5.0
|
|
500
|
5.0
|
6.0
|
|
800
|
6.0
|
8.0
|
|
1250
|
8.0
|
10.0
|
|
|
3.检查数量:按I方案。
检查方法:观察检查、尺量、查验材料质量证明书、产品合格证。
|
|
表4.2.4-5微压、低压、中压有机玻璃钢风管板材厚度(mm)
|
|
|
圆形风管直径D或矩形风管长边尺寸b
|
壁厚
|
|
|
D(b)≤200
|
2.5
|
|
200
|
3.2
|
|
400
|
4
|
|
630
|
4.8
|
|
1000
|
6.2
|
|
表4.2.4-6微压、低压、中压有机玻璃钢风管板材厚度(mm)
|
|
|
圆形风管直径D或矩形风管长边尺寸b
|
壁厚
|
|
|
D(b)≤300
|
2.5~3.5
|
|
300
|
3.5~4.5
|
|
500
|
4.5~5.5
|
|
1000
|
5.5~6.5
|
|
1500
|
6.5~7.5
|
|
D(b)>2000
|
7.5~8.5
|
|
|
|
|
|
|
说 明
|
|
(Ⅱ)(主控) 060601
|
|
表4.2.4-7微压、低压、中压系统无极玻璃钢风管玻璃纤维布厚度与层数(mm)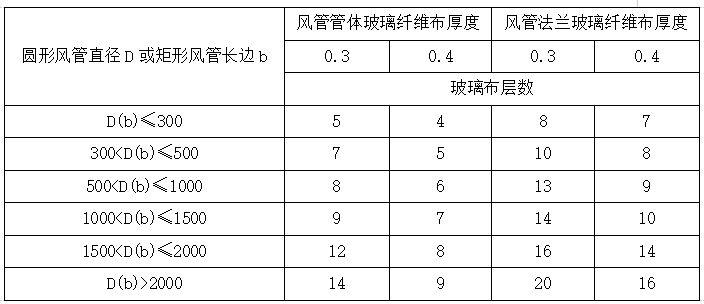
|
|
|
4.检查数量:按I方案。
检查方法:观察检查、尺量、查验材料质量证明书、产品合格证。
|
|
表4.2.4-3硬聚氯乙烯圆形风管法兰规格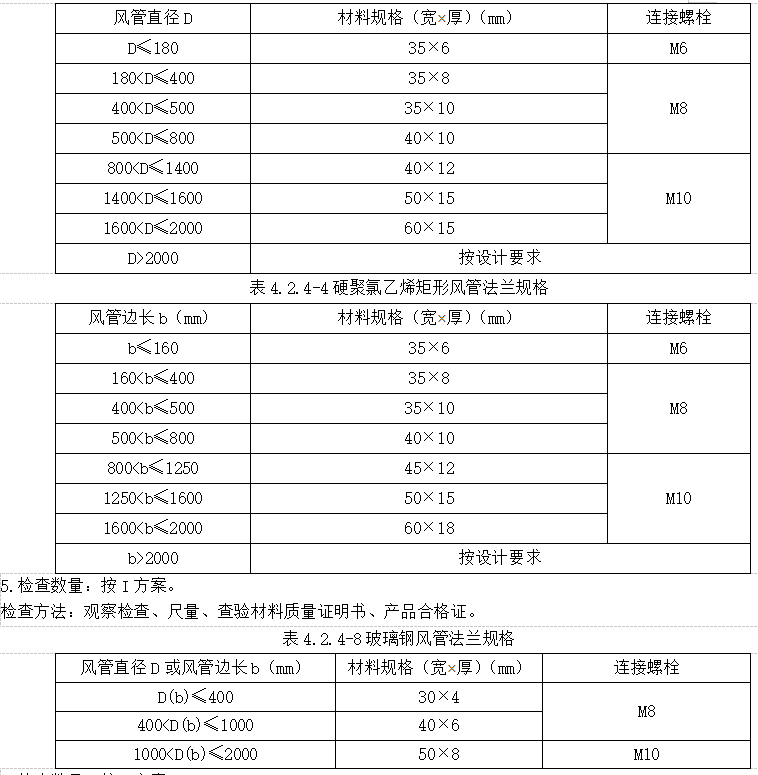
|
|
|
|
6.检查数量:按I方案。
检查方法:观察检查、尺量、查验材料质量证明书、产品合格证。
7.检查数量:按I方案。
检查方法:观察检查、尺量、查验材料质量证明书、产品合格证。
|
|
|
|
|
|
|
|
|
|
说 明
|
|
|
(Ⅱ)(一般) 060601
|
|
一般项目:
|
|
|
用到的规范条款
|
|
|
第4.3.1条第1款
|
|
金属法兰连接风管的制作应符合下列规定:
1)风管与配件的咬口缝应紧密、宽度应一致、折角应平直、圆弧应均匀,且两端面应平行。风管不应有明显的扭曲与翘角,表面应平整,凹凸不应大于lOmm。
2)当风管的外径或外边长小于或等于300mm时,其允许偏差不应大于2mm;当风管的外径或外边长大于300mm时,不应大于3mm。管口平面度的允许偏差不应大于2mm;矩形风管两条对角线长度之差不应大于3mm,圆形法兰任意两直径之差不应大于3mm。
3)焊接风管的焊缝应饱满、平整,不应有凸瘤、穿透的夹渣和气孔、裂缝等其他缺陷。风管目测应平整,不应有凹凸大于lOmm的变形。
4)风管法兰的焊缝应熔合良好、饱满,无假焊和孔洞。法兰外径或外边长及平面度的允许偏差不应大于2mm。同一批量加工的相同规格法兰的螺孔排列应一致,并应具有互换性。
5)风管与法兰采用铆接连接时,铆接应牢固,不应有脱铆和漏铆现象;翻边应平整、紧贴法兰,宽度应一致,且不应小于6mm;缝及矩形风管的四角处不应有开裂与孔洞。
6)风管与法兰采用焊接连接时,焊缝应低于法兰的端面。除尘系统风管宜采用内侧满焊,外侧间断焊形式。当风管与法兰采用点焊固定连接时,焊点应融合良好,间距不应大于lOOmm;法兰与风管应紧贴,不应有穿透的缝隙与孔洞。
7)镀锌钢板风管表面不得有10%以上的白花、锌层粉化等镀锌层严重损坏的现象。
8)当不锈钢板或铝板风管的法兰采用碳素钢材时,材料规格应符合本规范第4.2.3条的规定,并应根据设计要求进行防腐处理;铆钉材料应与风管材质相同,不应产生电化学腐蚀。
|
|
第4.3.2条第2款
|
|
有机玻璃钢风管的制作应符合下列规定:
1)风管两端面应平行,内表面应平整光滑、无气泡,外表面应整齐,厚度应均匀,且边缘处不应有毛刺及分层现象
2)法兰与风管的连接应牢固,内角交界处应采用圆弧过渡。管口与风管轴线成直角,平面度的允许偏差不应大于3mm;螺孔的排列应均匀,至管口的距离应一致,允许偏差不应大于2mm。
3)风管的外径或边长尺寸的允许偏差应大于3mm,圆形风管的任意正交两直径之差不应大于5mm,矩形风管的两对角线之差不应大于5mm。
4)矩形玻璃钢风管的边长大于900mm,且管段长度大于1250mm时,应采取加固措施。加固筋的分布应均匀整齐。
|
|
|
1.检验数量:按Ⅱ方案。
检验方法:查验测试记录,观察和尺量检查。
|
|
表4.3.2-1聚氯乙烯板焊接缝形式及使用范围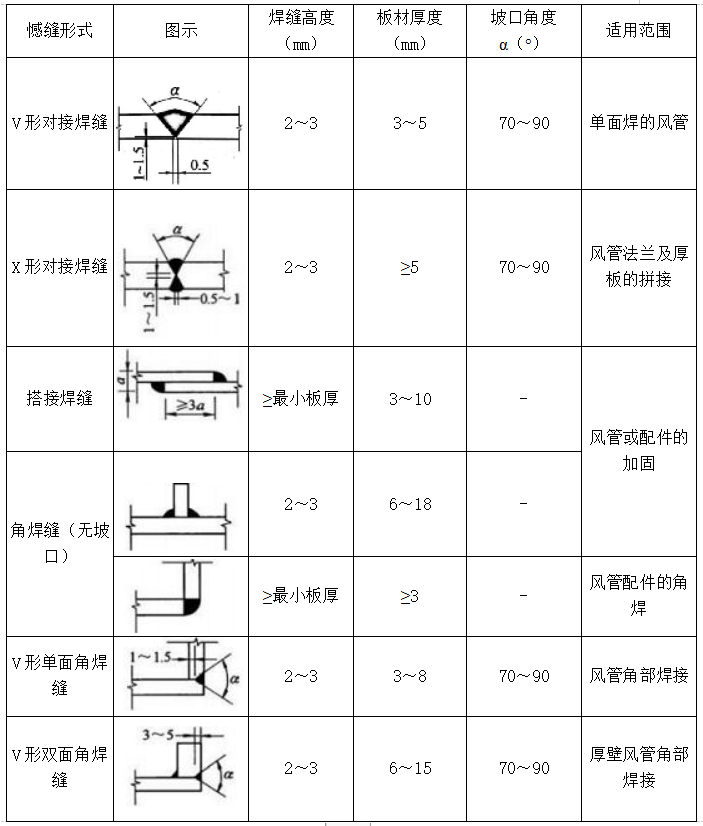
|
|
|
|
|
|
|
说 明
|
|
(Ⅱ)(一般) 060601
|
|
一般项目:
|
|
|
2.检验数量:按Ⅱ方案。
检验方法:查验测试记录,观察和尺量检查。
|
|
3.检验数量:按Ⅱ方案。
检验方法:查验测试记录,观察和尺量检查。
|
|
表4.3.2-2无极玻璃钢风管外形尺寸(mm)
|
|
|
4.检验数量:按Ⅱ方案。
检验方法:查验测试记录,观察和尺量检查。
|
|
5.检验数量:按Ⅱ方案。
检验方法:观察和尺量检查。
|
|
表4.3.5圆形弯管的曲率半径和分节数
|
|
|
弯管直径D(mm)
|
曲率半径R
|
弯管角度和最少分节数
|
|
|
90°
|
60°
|
45°
|
30°
|
|
中节
|
端节
|
中节
|
端节
|
中节
|
端节
|
中节
|
端节
|
|
80~220
|
≥1.5D
|
2
|
2
|
1
|
2
|
1
|
2
|
-
|
2
|
|
240~450
|
1.0D~1.5D
|
3
|
2
|
2
|
2
|
1
|
2
|
-
|
2
|
|
480~800
|
1.0D~1.5D
|
4
|
2
|
2
|
2
|
1
|
2
|
1
|
2
|
|
850~1400
|
1.0D
|
5
|
2
|
3
|
2
|
2
|
2
|
1
|
2
|
|
1500~2000
|
1.0D
|
8
|
2
|
5
|
2
|
3
|
2
|
2
|
2
|
6.检验数量:按Ⅱ方案。
检验方法:观察和尺量检查。
7.检验数量:按Ⅱ方案。
检验方法:尺量及观察检查。