风管部件与消声器产成品检验批质量验收记录填写范例

风管部件与消声器产成品检验批质量验收记录填写说明
说 明
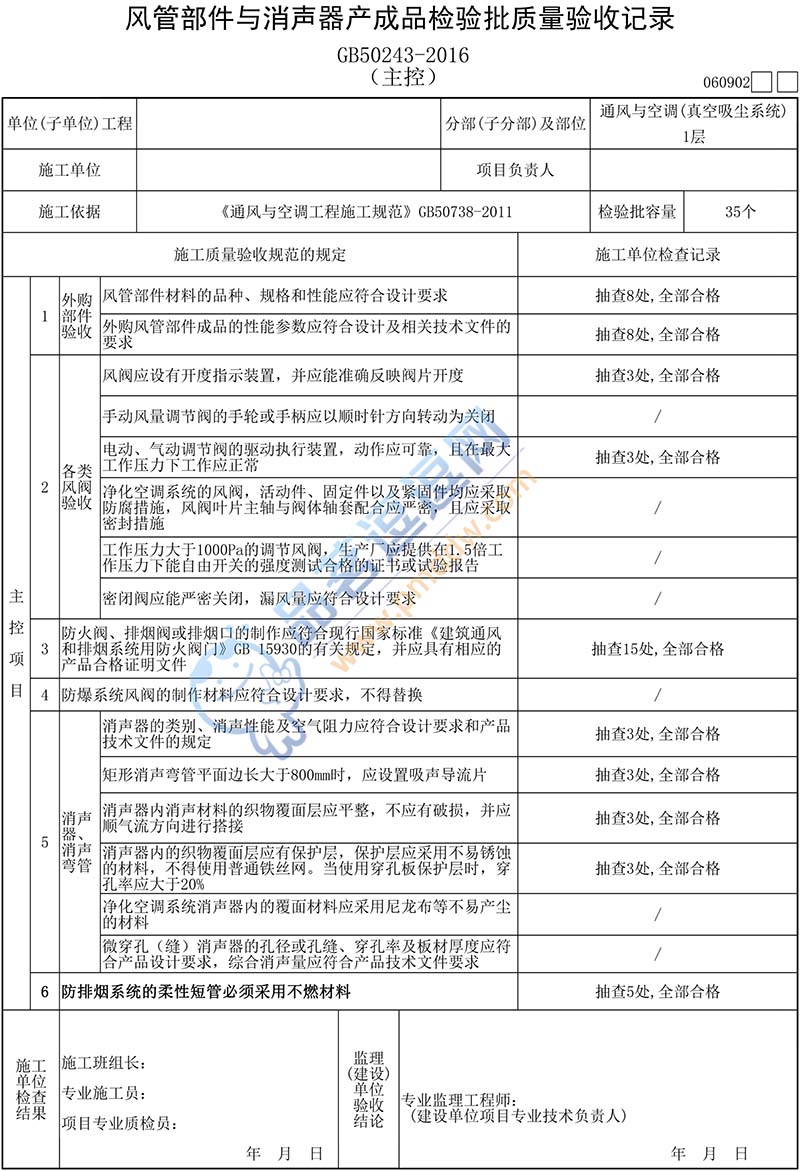
(主控) 060902
检验批划分原则:
按材料、加工工艺、系统类别划分检验批。
主控项目
1.检查数量:按I方案。
检查方法:观察、尺量、检查产品合格证明文件。
2.检查数量:按I方案。
检查方法:观察、尺量、手动操作、查阅测试报告。
3.检查数量:全数检查。
检查方法:观察、尺量、手动操作,查阅产品质量证明文件。
4.检查数量:全数检查。
检查方法:观察检查、尺量检查、检查材料质量证明文件。
5.检查数量:按I方案。
检查方法:观察、尺量、查阅性能检测报告和产品质量合格证。
6.检查数量:全数检查。
检查方法:观察检查、检查材料燃烧性能检测报告。
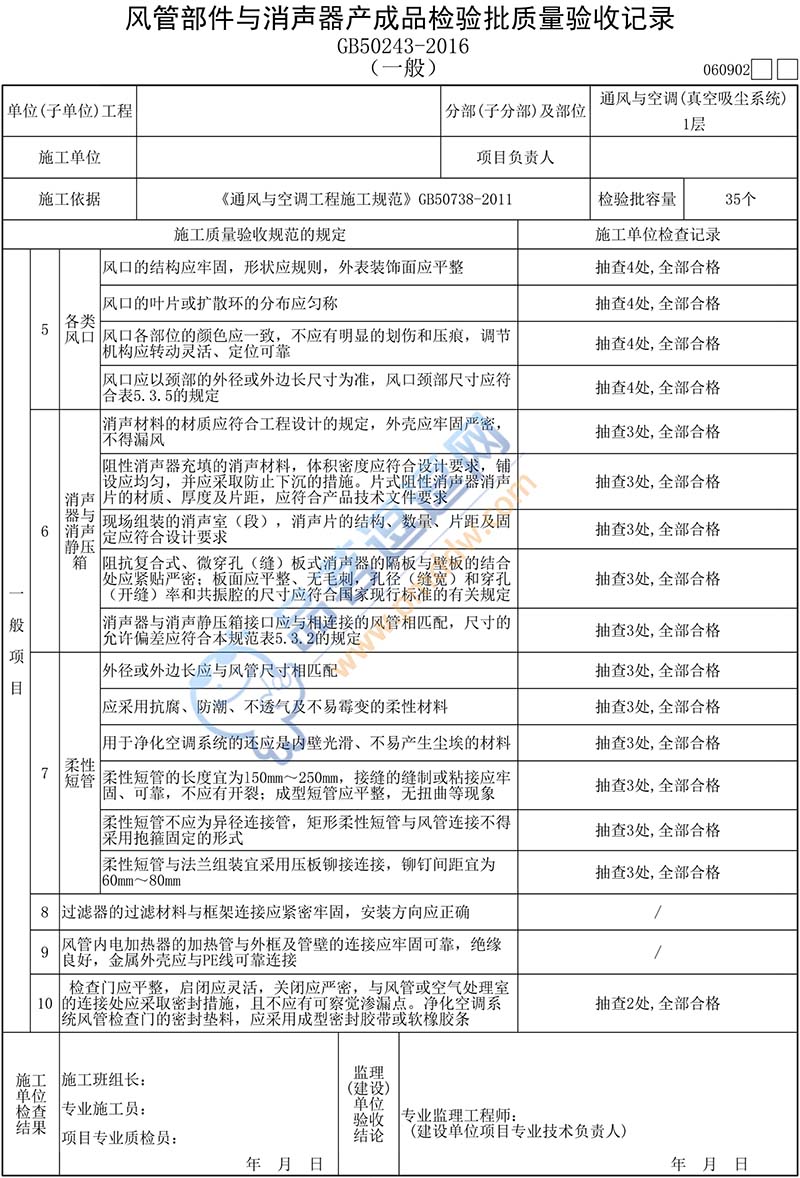
一般项目
1.检查数量:按Ⅱ方案。
检查方法:观察检查、手动操作、尺量检查。
2.检查数量:按Ⅱ方案。
检查方法:观察检查、手动操作、尺量检查。
|
表5.3.2 风阀法兰尺寸允许偏差(mm)
|
|
|
风阀长边尺寸
b或直径D
|
允许偏差
|
|
|
边长或
直径偏差
|
矩形风阀端口对角线之差
|
法兰或端口端面平面度
|
圆形风阀法兰任意正交两直径之差
|
|
b(D)≤320
|
±2
|
±3
|
0~2
|
±2
|
|
320<b(D)≤2000
|
±3
|
±3
|
0~2
|
±2
|
3.检查数量:按Ⅱ方案。
检查方法:观察检查、手动操作、尺量检查。
4.检查数量:按Ⅱ方案。
检查方法:观察检查、手动操作、尺量检查。
5.检查数量:按Ⅱ方案。
检查方法:观察检查、手动操作、尺量检查。
|
表5.3.5 风口颈部尺寸允许偏差(mm)
|
|
|
圆形风口
|
|
|
直径
|
≤250
|
>5
|
|
允许偏差
|
-2~0
|
-3~0
|
|
矩形风口
|
|
大边长
|
<300
|
300~800
|
>800
|
|
允许偏差
|
-1~0
|
-2~0
|
-3~0
|
|
对角线长度
|
<300
|
300~500
|
>500
|
|
对角线长度之差
|
0~1
|
0~2
|
-3~0
|
6.检查数量:按Ⅱ方案。
检查方法:观察检查、尺量检查、查验材质证明书
|
表5.3.2 风阀法兰尺寸允许偏差(mm)
|
|
|
风阀长边尺寸
b或直径D
|
允许偏差
|
|
|
边长或
直径偏差
|
矩形风阀端口对角线之差
|
法兰或端口端面平面度
|
圆形风阀法兰任意正交两直径之差
|
|
b(D)≤320
|
±2
|
±3
|
0~2
|
±2
|
|
320<b(D)≤2000
|
±3
|
±3
|
0~2
|
±2
|
7.检查数量:按Ⅱ方案。
检查方法:观察检查、尺量检查。
8.检查数量:按Ⅱ方案。
检查方法:观察检查、手动操作。
9.检查数量:按Ⅱ方案。
检查方法:观察检查、手动操作。
10.检查数量:按Ⅱ方案。
检查方法:观察检查、手动操作。