空调水系统安装检验批质量验收记录(水泵及附属设备)填写范例
空调水系统安装检验批质量验收记录(水泵及附属设备)填写说明
说 明
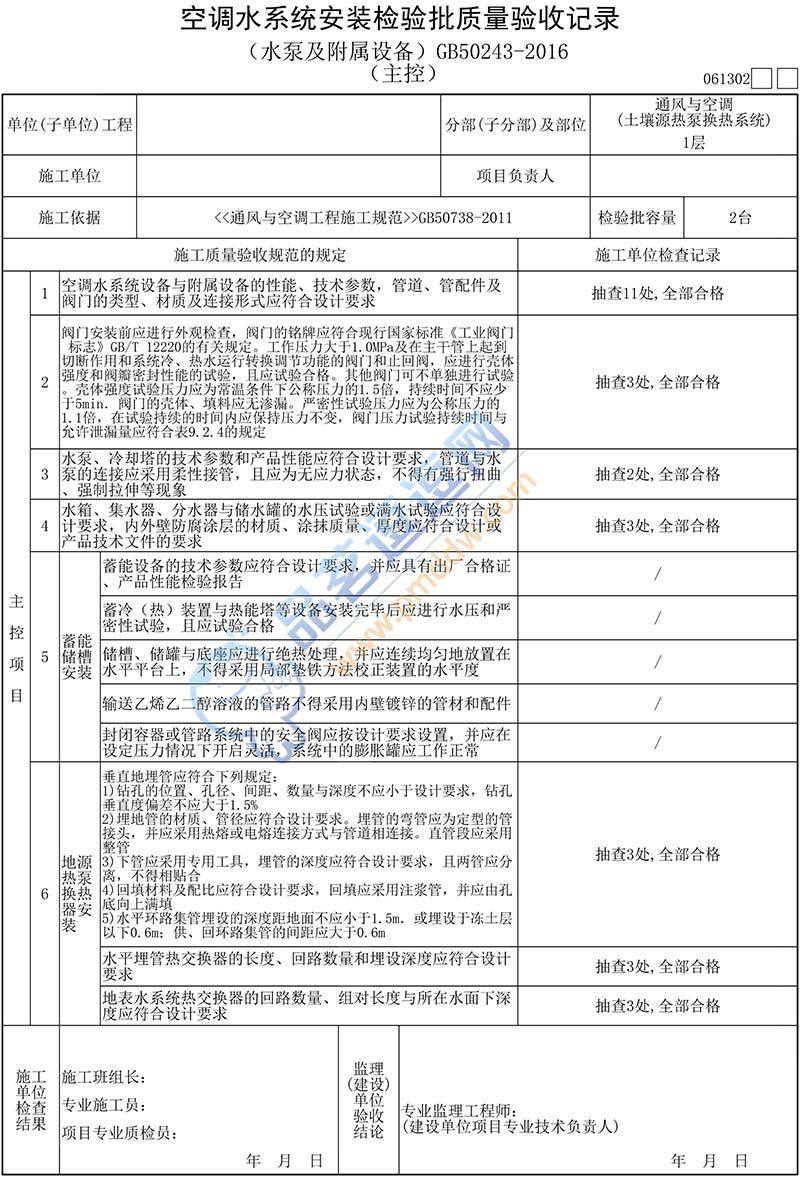
(主控) 061302
检验批划分原则:
按材料、加工工艺、系统类别划分检验批。
主控项目
1.检查数量:按I方案。
检查方法:观察检查、查阅产品质量证明文件和材料进场验收记录。
2.检查数量:安装在主干管上起切断作用的闭路阀门全数检查,其他款项按I方案。
检查方法:按设计图核对、观察检查;旁站或查阅试验记录。
|
表9.2.4阀门压力试验持续时间与允许泄漏量
|
|
|
公称直径DN(mm)
|
最短试验持续时间(s)
|
|
|
严密性试验(水)
|
|
止回阀
|
其他阀门
|
|
≤50
|
60
|
15
|
|
65~150
|
60
|
60
|
|
200~300
|
60
|
120
|
|
≥350
|
120
|
120
|
|
允许泄漏量
|
3滴×(DN/25)/min
|
小于DN为0滴,其他为2滴×(DN/25)/min
|
|
注:压力试验的介质为洁净水,用于不锈钢阀门的试验水,氯离子含量不得高于25mg/L
|
3.检查数量:全数检查。
检查方法:按图核对,观察、实测或查阅水泵试运行记录。
4.检查数量:全数检查。
检查方法:尺量、观察检查,查阅试验记录。
5.检查数量:按I方案。
检查方法:旁站、观察检查和查阅产品与试验记录。
6.检查数量:按I方案。
检查方法:测斜仪、尺量、目测,查阅材料验收记录。
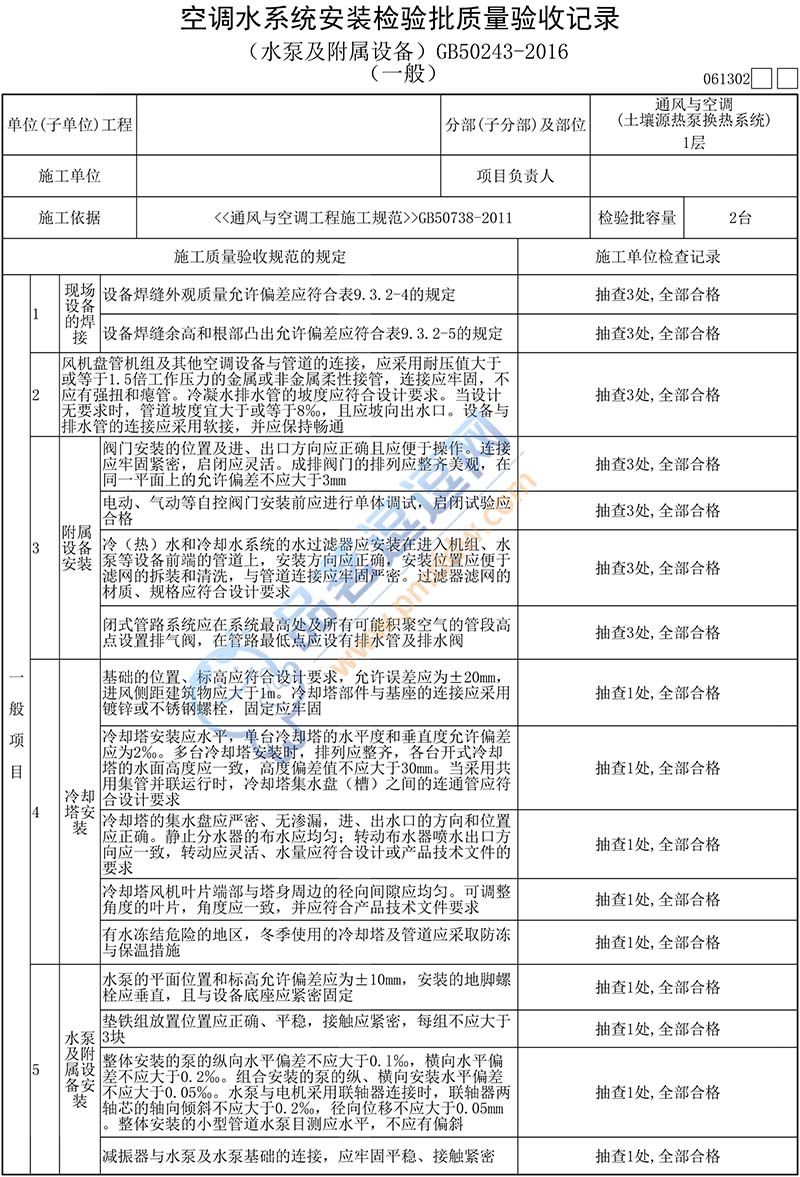
一般项目
1.检验数量:按Ⅱ方案。
检验方法:焊缝检查尺尺量、观察检查。
|
表9.3.2-4 设备焊缝外观质量允许偏差
|
|
|
序号
|
类别
|
质量要求
|
|
|
1
|
焊缝
|
不允许有裂缝、未焊透、未熔合、表面气孔、外露夹渣、未焊满等现象
|
|
2
|
咬边
|
咬边;深度≤0.10T,且≤1.0mm,长度不限
|
|
3
|
根部收缩
(根部凹陷)
|
根部收缩(根部凹陷);深度≤0.2+0.02T,且≤1.0mm,长度不限
|
|
4
|
角焊缝
厚度不足
|
应≤0.30+0.05T,且≤2.0mm;每100mm焊缝长度内缺陷总长度≤25mm
|
|
5
|
角焊缝
焊脚不对称
|
差值≤2+0.20t(t设计焊缝厚度)
|
|
9.3.2-5设备焊缝余高和根部凸出允许偏差(mm)
|
|
|
母材厚度T
|
≤6
|
>6,≤25
|
>25
|
|
|
余高和根部凸出
|
≤2
|
≤4
|
≤5
|
2.检验数量:按Ⅱ方案。
检验方法:观察、查阅产品合格证明文件。
3.检验数量:按Ⅱ方案。
检验方法:对照设计文件,尺量、观察和操作检查。
4.检验数量:按Ⅱ方案。
检验方法:尺量、观察检查,积水盘充水试验或查阅试验记录。
5.检验数量:按Ⅱ方案。
检验方法:扳手试拧、观察检查,用水平仪和塞尺测量或查阅设备安装记录。
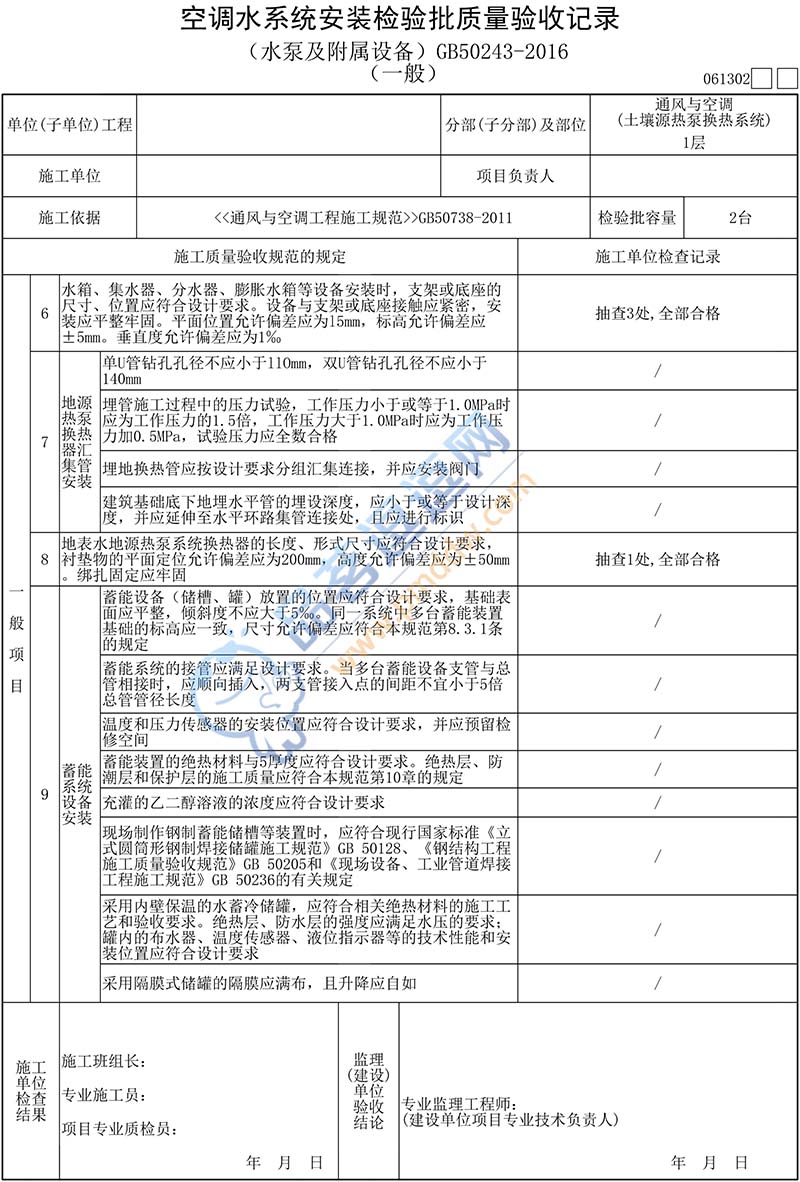
6.检验数量:按Ⅱ方案。
检验方法:尺量、观察检查,旁站或查阅试验记录。
7.检验数量:按Ⅱ方案。
检验方法:尺量、观察检查,旁站或查阅试验记录。
8.检验数量:按Ⅱ方案。
检验方法:尺量、观察检查,旁站或查阅试验记录。
9.检查数量:按Ⅱ方案。
检查方法:观察检查,密度计检测、旁站或查阅试验记录。